ABSTRACT: Quench Tempered (QT) or Thermo Mechanically Treated (TMT) rebars have crept into the market replacing the Micro alloyed (MA) steel rebars almost completely without the knowledge of the Design Engineering Community as well as the end users.
The proponents of QT/TMT rebars have stated that since these rebars have comparable Physical Test Performance when subjected to Static Tension and bend tests, then it could be a viable and safe replacement to MA rebars without qualification. Herein is where the danger lies, because QT/TMT rebars behave quite differently under Cyclic loading and are also very much affected by heating, welding, bending, galvanizing and threading procedures employed in their use particularly in high rise buildings under Seismic Zone 4.
Advanced countries have warned against these dangers and we believe it is our duty to inform the public and the Profession of the dangers associated with their use in Seismic Zone 4.
In a recent ASEP dialogue with the representatives of the Rebar manufacturing sector conducted together with representatives of the Bureau of Research and Standards, claims have been made that the rebars can be welded and used in high rise buildings under Seismic Zone 4 Conditions. This claim is very far from the truth and at best could only be done so under very strict qualifications. We have asked the Industry representatives to submit proof to prove their claims. This was received 18 March 2010 but still do not offer any satisfactory explanation as to performance under cyclic loading in a severe earthquake environment.
The premature and relatively localized and very limited yield zones of QT/TMT rebars under repeated Cyclic Loadings would result in spalling of the concrete cover in Reinforced Concrete columns and failure of the affected rebars by premature buckling and eventual tension failure of the rebars.
Various studies and research in Italy 2], New Zealand and elsewhere have pointed to the Dangers posed by these rebars when used in Seismic Zone 4.
This paper is aimed at alerting the Engineering Community to the uninformed use of QT/TMT rebars in order to reduce the dangers posed by such usage.
1 INTRODUCTION
The Structural engineering practitioners are faced with problems involving material selection. But nowhere has this been more acute than in the use of reinforcing bars that do not meet design demands in Seismic Zone 4 particularly as it applies to cyclic loading under seismic excitation.
The problems particularly are related to the use of Quench Tempered (QT) or Thermomechanically Treated (TMT) Rebars and accentuated by the noticeable artificial absence of the commonly used and previously available Microalloy (MA) rebars. Thus, the engineering community is deprived of a safe choice and left with a rebar that strongly affects the structural performance and adequacy of our designs in a retrogressive way under cyclic loading.
But first let us try to define each of these processed steel types:
1.1 Quench Tempered (QT) Rebars
The QT or TMT bar is manufactured by rapid cooling of plain low Carbon steel by a fine water spray. The quenched surface is tempered by the heat of the red hot core. This results in a layered steel rebar section with a heat treated outer skin (high tensile strength of tempered martensite and a ferrite/pearlite core with slow cooling inner core. The end result is a steel bar with a higher composite yield and tensile strength than the parent material to start with.
1.2 Microalloyed (MA) Steel Rebars
The micro-alloyed steel derives its strength from alloying materials specifically vanadium and Carbon and consists of a uniform material cross section manufactured from steel billets. The alloys are added in the heat. This is the commonly used Rebar until it suddenly disappeared in the marketplace.
1.3 Comparison of QT/TMT Rebars vs. Microalloyed (MA) Rebars3]
Major research in highly advanced countries have pointed the problems associated with QT/TMT Rebars. This is clearly indicated in the publication by Bothara. 3]
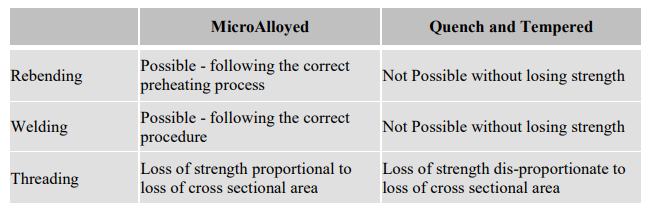
Table 1. Comparison of performance between MA & QT/TMT Rebars
1.3.1 Why have MA Rebars Disappeared in the Market?
Microalloyed rebars began disappearing in the market when most major local manufacturers completely shifted to QT/TMT rebars. In the dialogue with steel Industry representatives and ASEP with BRS, the representatives claimed that Microalloyed (MA) rebars are more expensive to produce because the alloys were expensive. Thus, in the blink of an eye, the public and the engineering design profession were deprived of a “healthy” choice that will not cause endangerment to structures.
1.3.2 Why the Endangerment?
There is a clear and present danger in the use of QT/TMT rebars in Seismic Zone 4 due to the non-ductile behavior of QT/TMT rebars under conditions that are typical or common in local Construction practice.
In addition, there are critical considerations that may be difficult for QT/TMT to meet under various conditions that it will be exposed to, such as Fire exposures and retempering due to inappropriate welding, contrary to the very strict procedures imposed on the welding of QT/TMT rebars, as well as critical outer skin loss when these are threaded for mechanical couplers4.
In addition, Performance in highly critical cyclic Seismic Loading is put to question.
The premature and relatively localized and very limited yield zones of QT/TMT rebar under repeated Cyclic Loadings would result in spalling of the concrete cover in Reinforced Concrete columns and failure of the affected rebars by premature buckling.5] Various studies and research in Italy, New Zealand and elsewhere have pointed to the Dangers posed by these rebars when used in Seismic Zone 4.
This paper is aimed at alerting the Engineering Community to the uninformed use of QT/TMT rebars in order to reduce the dangers posed by such usage.
The author seeks to highlight these problems in order for the engineering community to realize the dangers associated with the use of QT/TMT rebars so that these could be better understood.
2 STATIC STRESS STRAIN DIAGRAM
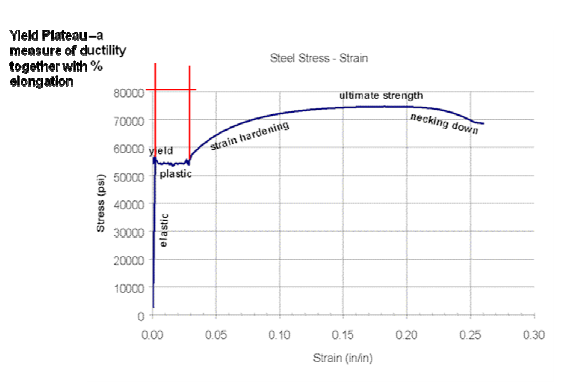
The static Stress vs Strain diagram of common steels is depicted in the Diagram below. The important thing to consider here is the size of the Yield Plateau or the Ductility of the Steel which is a function of both the TS/YS ratio as well as the % Elongation.
As can be seen from the Diagram at the right, the Yield Plateau initiates upon yielding and propagates almost horizontally. This indicates that straining occurs even without a proportional increase in stress until Strain Hardening sets in and a significant stress increase occurs before reaching the ultimate tensile failure condition which is the peak of the curve. A rapid decay in the stress occurs with decreasing steel cross sectional area due to necking.
A very important consideration is the length of the Yield Plateau represented by the TS/YS Ratio and the % Elongation. PNS 49 requires a minimum TS /YS Ratio of 1.25 as most other International Codes in high Seismic Risk areas. In addition minimum elongation values required are 12 % to 16 % for Weldable Steel. In addition, a cap of 540 MPa is placed on the yield Strength of Weldable steel bar for Grade 415 W Steel.
Why is there a cap on the Yield Stress?
There is a cap of 540 MPa on the yield stress for Grade 415 steel rebar in order to ensure that yielding will occur on the steel first before the concrete. Otherwise, concrete failure which is an explosive type of failure will occur contrary to the expectations of the designer.
3 WHAT INTERNATIONAL CODES SAY
NZ Standard 3101:2006 Concrete Structures Part 1 Section 5.3.2.2 “Restrictions on in-line quenched and tempered process shall not be used where welding, hot bending, or threading of bars occurs.”
“It is important to note that any process involving heat e.g. Welding, galvanizing and hot bending adversely affect the mechanical properties of quench and tempered reinforcing bars by modification of the microstructure.
NZ Standard 3101:2006 Concrete Structures Part 2 Section C-5.8.2 In Line quenched and tempered steel bars Welding of in-line quenched and tempered bars can have detrimental effects on the strength and ductility of the bars and associated connection. AS 3600 requires designers to assume that the strength of such reinforcement has a design strength of 250 MPa when raised to the temperature associated with welding, galvanizing or hot bending. Such a requirement is considered inappropriate in a seismically active country where concentration of yielding at a weld position would be undesirable and could result in brittle failure. (Empasis by author)
4 THE PROBLEMS ASSOCIATED WITH QT/TMT BARS
4.1 Local Studies Presented by PISI 6]
In a written communication by the PISI dated February 10, 2010 7] addressed to ASEP, a report by MIRDC 8] was attached and furnished to ASEP in response to the ASEP request during the dialogue.
In the attached report, it was concluded that the QT/TMT rebar’s TS/YS ratio “is attainable” (NOT Categorically COMPLYING) as results indicate that the rebars tested are marginally lower than the minimum 1.25 Ratio required in most instances.
The abstract8] summarizes the study and which we quote verbatim as follows:
“Characterization of Locally manufactured Tempcore Steel reinforcing steel bars (rebars) produced by the QST process was undertaken to ascertain its mechanical properties in relation to established standards as well as meet requirements of structural Engineers. Different sizes of Tempcore rebars gathered from two local manufacturers were subjected to chemical analysis, tensile testing and metallography on the as- received, heat treated and welded basis. Locally produced Tempcore rebars can be manufactured to meet established domestic standards particularly on meeting a tensile to yield (TS/YS) ratio of ≥ 1.25. Yielding characteristics as required by structural engineers can be satisfied by Tempcore Rebars. Heating at temperatures up to 500 degrees C does not affect mechanical properties, although increasing this Temperature to 700 Deg C reduces the Yield and tensile Strength. Although CE values may indicate weldability, inconsistent properties may be obtained for smaller sizes of rebars. The use of AWS E 10018 produces better properties on welding of Tempcore rebars than using the more commonly available AWS 7018 Electrodes. Stress relieving after welding improves mechanical characteristics of Tempcore rebars.” (Underlining by author)
The test results and studies made on static tensile tests and do not include cyclic loading conditions.
4.2 Welding Associated Problems
“Welding of any kind to QT steel will reduce its strength and must not be attempted. The welding temperatures far exceed 700oC in most common instances leading to distempering of the rebars.
Welding of QT Grade 500E steel should not be allowed under any circumstances. This includes welding of bars to achieve electrical continuity. For such applications, it is unlikely that Grade 500E steel will be required and other more weldable steels should be chosen.4]
In summary, designers should not rely on welding of Grade 500E steel and fabricators/contractors should not allow welding of this material.9”
Welding a Quench and Tempered (QT) reinforcing bar raises the steel above the temperature it was tempered at and without the controlled quench and temper process it will cool slowly back to ambient temperature. Through this cycle it will lose the strength of its external case and revert back to steel with much lower yield strength. Micro-Alloy (MA) weldable reinforcing steel can be welded such that it maintains its ductility and its strength using ordinary E70XX Electrodes.
CONCLUSIONS IN NEW ZEALAND STUDY 9]
Q&ST Grade 500 reinforcing can not be welded without strength loss. It is recommended that a suitable warning be added to the Standard to this effect. This is covered in the amendment to NZS 3101(7)
The standard implies that lap welds are possible with Grade 500E but testing suggests that lap welding to the Standard specified requirements does not provide a sufficient margin against failure of the weld before failure of the bar(2). This is addressed in NZS 3101, however, it is recommended that appropriate amendments also be made to AS/NZS 1554.3 to warn specifiers/designers/constructors of the likely performance of this detail
The Standard implies that butt-welding of Grade 500 E reinforcing steel is possible but is silent on the performance expected. Discussion at the recent seminars on Grade 500E reinforcing steel indicated that currently there may not be a suitable welding electrode available to provide confidence that failure will always occur in the steel rather than the weld when the bars are at the higher end of the maximum tensile strength range allowable in AS/NZS 4671 and the bars containing the weld are required to yield at over strength. Although this issue is covered in the amendment to NZS 3101, it is essential that it is also addressed in AS/NZS 1554.3 as butt-welds complying with the Tables in this Standard are deemed to be pre-qualified and could be assumed to be capable of developing the strength of the bar, unless warnings are given to the contrary.
4.3 Results of the MIRDC Study
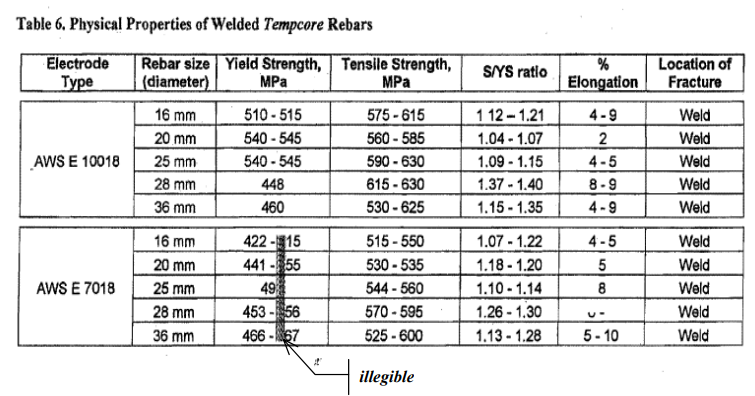
The results of the MIRDC study by Dr. Fudolig10] kindly furnished by PISI for ASEP Consideration indicates results that clearly show the mechanical performance of welded QT/TMT rebars using two Electrode types on different rebar Diameters.
Table 6 above from the MIRDC study11] shows the reduction in the Tensile strength and yield strengths and corresponding TS/YS ratio for welded joints for both AWS 10018 and AWS E 7018 Electrodes Types. What is more critical is the observable marked reduction in % Elongation for most of the rebars whether welded with the more expensive E 10018 Electrodes or the Standard E 7018 Electrodes.
The % Elongation results for the welded joints would not meet the requirements of PNS 49 2002 12for Grade 415 W Weldable Steel, which require a minimum range of 12 % to 16 % Elongation under a Static Tension test. A lack of elongation limits the straining region resulting in premature spalling and failure of the concrete cover in turn leading to premature buckling and eventual tensile failure.
4.4 But where is the Economy?
The savings obviously accrue only to the manufacturers as the cost of producing QT / TMT rebars is very much less than MA rebars. However, this does not translate to savings to the end user as the cost of welding and the required welder skills are much more stringent than ordinary MA rebars if the correct procedures are followed, even then it does not guarantee adequate performance.
We again cite a passage in the Report by Dr. Fudolig (Ref 9) as follows:
“The choice of AWS E10018 is based on D1.1-94. The use of this kind of electrodes is also recommended for Tempcore rebars. It must be noted that AWS E 10018 electrodes are not readily available in the Philippines. The more commonly used electrode for welding of rebars, particularly for conventional type of rebars, is AWS 3 7018, which are also locally produced. Furthermore, cost of ASW E 10018 in the local market is seven (7) times that of AWS E 7018.”
So where is the economy? Even if the Tempcore bars could be allowed for use, the necessary technical welding skills as well as the special electrodes required (which do not even guarantee satisfactory performance) for QT / TMT rebars would provide an insurmountable barrier for its safe usage in general construction in Seismic Zone 4.
4.5 Tack Welding
“Tack welds can be seen as almost insignificant to the site operative. They simply help to add stability to a cage, or facilitate placement. However, placement of weld material on Grade 500E steel (Microalloyed or QT) may well lead to premature failure of the rebar. The tests at Auckland University support this. Reported failures of bars include those due to application of welding and due to inadvertent damage from gas cutting equipment.3] The Department strongly recommends against any tack welding of Grade 500E steel, and urges vigilance by designers, fabricators, contractors and inspectors to avoid damage that could jeopardize the safety of the structure.” 3]
“Q&ST Grade 500 reinforcing cannot be welded without strength loss. It is recommended that a suitable warning be added to the Standard to this effect. This is covered in the amendment to NZS 3101. 4]´”
4.6 Bending problems
Bending of Grade 500 MPa rebars will require that it must be heated if it is to be straightened or re-bent. Straighthening the steel cold will result in work hardened areas reducing the bars ductility just where it needs it when an earthquake happens. To re-bend Grade 500 the steel must be heated 700-800 degrees Celsius which is above the temperature at which QT reinforcing cannot be heated without losing its strength. It is important to note re-bending steel is a specialist process and must be carried out to steel manufacturer’s specifications.
The melting Temperature of steel is over 1500 degrees Celsius well beyond the temperature at which QT starts to lose its strength. Welding of course involves heating steel up to and beyond its melting Temperature and so welding is an obvious problem for QT steel if full strength is to be maintained. 3]
It is important that a QT bar is not heated above its tempering temperature. If it is, the outer strong casing will be tempered and revert to the same properties as the internal core and the bar will be significantly weakened. The temperature that this change starts to occur is as low as 450 degrees Celsius. An MA rebar on the other hand will not change if heated to the same temperature.
The common processes that occur above tempering temperature are hot bending and of course welding.
C8.5.2 NZ Standards:
“Welding of in-line quenched and tempered bars can have detrimental effects on the strength and ductility of the bars and associated connection. AS 3600 requires designers to assume that the strength of such reinforcement has design strength of 250 MPa when raised to the temperatures associated with welding, galvanizing or hot bending. Such a requirement is considered inappropriate in a seismically active country where concentration of yielding at a weld position would be undesirable and could result in brittle failure.
4.7 Heating High-strength and Heat-treated Steels
The effect of elevated temperatures on high strength and heat-treated steels should be thoroughly investigated. For example, quenched and tempered materials will undergo radical changes in their mechanical properties as well as toughness when subjected to temperatures above 260 degrees C (500 degrees F).
Grade 500 MPa reinforcing steel must be heated if it is to be straightened or re-bent. Straightening the steel cold will result in work hardened areas reducing the bars ductility just where it needs it when an earthquake happens. To re-bend Grade 500 the steel must be heated to 700 – 800 degrees Celsius which is above the temperature at which QT reinforcing cannot be heated without it losing strength. It is important to note re-bending steel is a specialist process and must be carried out to the steel manufacturers specifications.
4.8 Use of Couplers and Threading
Cutting a thread in a MA rebar and a QT rebar will yield different results. Because the MA bar has the same strength and ductility properties across its cross section the loss in strength of the bar is proportional to the amount of steel lost in the thread cutting operation. A QT bar on the other hand gains its strength from the hard quenched casing so cutting a thread into this outer casing will mean that the loss in strength is not proportional to the amount of steel which is removed.
“Threading of quench and tempered bar removes some to all the Hardened outer layer resulting in a disproportionate loss of strength.”
4.9 Performance at Elevated Fire Temperatures
Reinforced concrete buildings are exposed to the elevated temperatures during a fire event. Most often the elevated temperatures exceed 500 Degrees Centigrade. Unfortunately this is also about the tempering temperature of QT / TMT rebars. Thus, prolong exposures to elevated temperatures could result in retempering of the outer skin resulting in reversion to the strength of the core steel which is vastly reduced.
Thus, accelerated failure of the RC Building frame during a fire is more likely for a building designed using the Yield and tensile Properties of a QT / TMT rebar whether knowingly or unknowingly.
All the foregoing considerations point to the serious problems associated with the use of QT/TMT rebars where welding, bending, heating, threading and galvanizing temperatures are involved.
What is more compelling is the degraded performance during Cyclic Loading conditions in an Earthquake.
5 SEISMIC PERFORMANCE CONSIDERATIONS
Although, the foregoing are important considerations, the main argument against the use of QT/TMT Rebars in Seismic Zone 4 is its behavior under cyclic loading. Studies in several parts of the world notably Italy, New Zealand and Australia etc have pointed to the dangers associated with the use of QT / TMT rebars under Cyclic loading particularly in Seismic Zone 4.
These do not even include the unsuitability of the same bars when welded under cyclic loading which as the MIRDC study shows, indicate a very limited elongation of the rebars when welded and subjected to static tensile tests.
In a study by Macchi [Ref. 2] a large full scale RC specimen was subjected to cyclic loading to check the ductility of Traditional Steel and TMT rebars conforming to Eurocode EC 8 Seismic detailing.
We quote the experimental results as follows:
“With only one exception, all steel A8 (A8 referring to QT/TMT rebars) specimens failed when tested according to sequences….. In fact, all steel A8 reinforcing bars failed before the end of the Test. In many cases, they failed during the first cycle at the maximum required displacement”
“On the contrary, specimens built with steel Fe (referring to Standard MA Steel rebars) behaved satisfactorily.”
“Quite different behavior in the RC Specimens was observed with the two kinds of steel: *With steel A8 (QT/TMT), plastic strains of the bars were concentrated in a very limited vertical region of the specimen. The high local curvature necessary for the required displacement at the top caused a considerable deterioration, leading to destruction of the concrete cover. The lack of concrete cover allowed the bars in compression to buckle. The bars then failed in tension under reverse action.”
*With steel Fe, the plastic deformation spread for a considerable length along the specimen because of the high strain hardening value fu / fy, local curvature was smaller, the concrete cover remained intact and the bars did not fail. The RC member therefore sustained higher top displacement”
6 CONCLUSION AND RECOMMENDATIONS
There is indeed a Clear and present Danger associated with the use of QT / TMT Rebars in Seismic Zone 4 which encompasses the majority of the Philippine Islands except Palawan.
As shown on this paper, even international Codes such as the New Zealand Code and the Australian Standards prohibit Welding, Heating, Bending, Threading and even Tack welding of QT / TMT rebars. Welding can be used but special electrodes which “cost 7 Times more 10] ” are required with the necessary corresponding welding skills, but even then a reduction in the strength is required which prevent its use in Seismic Zone 4. We again cite in its entirety the prohibitions in the New Zealand Standards as follows:
NZ Standard 3101:2006 Concrete Structures Part 2 Section C-5.8.2 In Line quenched and tempered steel bars
Welding of in-line quenched and tempered bars can have detrimental effects on the strength and ductility of the bars and associated connection. AS 3600 requires designers to assume that the strength of such reinforcement has a design strength of 250 Mpa when raised to the temperature associated with welding, Galvanizing or hot bending. Such a requirement is considered inappropriate in a seismically active country where concentration of yielding at a weld position would be undesirable and could result in brittle failure.
So where is the place of QT / TMT is rebars in our practice?
The answer is:
ONLY IN APPLICATIONS WHERE THE ABOVE PROHIBITIONS ARE NOT APPLICABLE AND CERTAINLY NOT FOR HIGH RISE BUILDINGS IN ZONE 4.
7. THE ROAD AHEAD
The structural Engineering Profession and Consultants in General can no longer postpone action on the CONTINUED USE unqualified use of QT / TMT rebars for high rise buildings in Seismic Zone 4.
We must encourage the Philippine Steel Industry through the PISI to again bring the MA rebars in the market by categorically specifying this in our design and categorically stating that QT / TMT rebars are not to be supplied as an alternative in Seismic Zone 4 Building Designs.
The weak argument is that it will increase the cost of rebars. However, the author asks: Is there a Price on Public Safety?
If we do not do this and with the Publication of this Paper and similar papers, the Engineering community is now formally informed of the dangers associated with the continued use of QT / TMT rebars in Seismic Zone 4.
REFERENCES
Macchi G. “Ductility Requirements for Reinforcement under Eurocodes.” Structural Engineering International April 1996.
New Zealand Standard NZS 3101-2006 Amendment 1 –Concrete Structures Standard The Design of Concrete Structures.
Jitendra K Bothara “Comparing Seismic® QT and Seismic® MA, High Strength Bars and Design Considerations”.
PISI Letter of Mr Wellington Tong – President to ASEP
Fudolig,A et al “Characterization of Locally-Manufactured Quenched tempered and Self Tempered Reinforcing Steel Bars” MIRDC Feb 1999.
New Zealand Department of Building and Housing “Report on Grade 500 E Reinforcement” July 2005 Wellington NZ
Bureau of Product Standards, DTI “PNS 49:2002 Steel Bars for Reinforced Concrete- Specification”
ABOUT THE AUTHOR
Emilio M. Morales CE, Principal of EM2A Partners & Co., Master of Science in Civil Engineering, Carnegie Mellon University, Pittsburgh Pa., Fellow ASCE, PICE, and ASEP and a PhD Candidate at the Asian Institute of Technology, Bangkok Thailand.
Formerly Senior Lecturer, UP Graduate Division, School of Civil Engineering, Diliman, Quezon City. He can be contacted at EM2A Partners & Co., No. 17 Scout de Guia corner Scout Reyes Streets, Diliman, Quezon City. Telephone Nos. 371-1804 & 06. E-mail address: em2apartners@gmail.com.
1] Principal EM2A Partners, MS in Civil Engineering , Carnegie Mellon University, Pittsburgh Pa., Fellow PICE, ASEP and ASCE. PhD Candidate Asian Institute of Technology, Bangkok Thailand, Formerly Senior Lecturer, UP Graduate Division, School of Civil Engineering, Diliman. 2] Macchi G. “Ductility Requirements for Reinforcement under Eurocodes.” Structural Engineering International April 1996.
3] Jitendra K Bothara “Comparing Seismic® QT and Seismic® MA, High Strength Bars and Design Considerations”.
4] New Zealand Standard NZS 3101-2006 Amendment 1 –Concrete Structures Standard The Design of Concrete Structures. 5] Macchi G., “Ductility Requirements for Reinforcement under Eurocodes.” Structural
6] Philippine Iron and Steel Institute. 7] PISI Letter of Mr Wellington Tong – President to ASEP 8] Fudolig,A et al “Characterization of Locally-Manufactured Quenched tempered and Self Tempered Reinforcing Steel Bars” MIRDC Feb 1999.
9] New Zealand Department of Building and Housing “Report on Grade 500 E Reinforcement” July 2005 Wellington NZ
10] Professional Waiver kindly granted by Dr. Fudolig of MIRDC. 11] Fudolig A. et al – “Characterization of Locally-Manufactured Quenched Tempered and Self Tempered Reinforcing Steel Bars” MIRDC Feb 1999.
12] Bureau of Product Standards, DTI “PNS 49:2002 Steel Bars for Reinforced Concrete- Specification”
ABSTRACT: Several significant failures of Civil Engineering Projects ranging from catastrophic to functional failures have been investigated involving structures or structural components.
The causes of these failures have been studied and as a result, remedial measures were implemented. The failures were caused either by design oversights, construction deficiencies and sometimes error in the computerized Analyses and Design Procedures. The cases highlight the need for a greater degree of care and vigilance in the analysis, design, checking and construction of Civil Engineering Projects.
The lessons learned could be put to good use in avoiding the recurrence of similar problems in the future.
For reasons that are obvious, names and some details about the projects have been changed. Any reference to a real person or organization is unintended and purely coincidental.
INTRODUCTION
Failure of Civil Engineering Structures could mean several things. It could be a catastrophic failure or collapse, it could be a loss in functionality or it could mean a degradation in the serviceability of the building to a level that would be uneconomic to maintain.
In the course of the practice of the Profession, Civil Engineers are often exposed to problems in Design and Construction whether done by other professionals or organizations or by the professional himself or his organization. These problems often could result in damage to person or property and involve time consuming litigation. Learning from the past or the mistakes of the past certainly could help the practicing Engineer in avoiding such problems.
It is the intention of this paper to highlight several failures investigated by the author. This paper discusses the failure, the verified causes of the failure, the remediation aspects recommended and the potential cost or damage to parties involved.
For obvious reasons, the names of the persons or organizations involved have been withheld or changed as well as the actual project names.
The intention in presenting these experiences is to aid the profession in recognizing that failures can and do occur in the real world. Experiences of the past are a reliable reference and source of knowledge in avoiding the recurrence of similar accidents.
1.0 CASE STUDY NO. 1 – ROOF FRAMING SYSTEM COLLAPSE
1.1 Background
A large area warehouse being constructed for XYZ Company had a serious accident. The Roof Trusses fell in Domino Fashion while these were being erected. The accident caused several fatalities, mostly from workmen who were painting the Trusses as these were being erected.
The cause of the accident was immediately attributed to the Erection Crane Boom hitting the front truss resulting in the “Domino” like failure. Subsequent investigation, while accepting this as the immediate “Trigger” to the failure detected several other deficiencies in construction that led to the catastrophic collapse.
It is noteworthy to mention that deficiencies in the design, although not generally contributing to the failure were noted. What is surprising is that these deficiencies were cancelled out by an error in the computer analyses. Thus, a defective design was rendered “Safe” by a compensating error. The result was a “Safe” design by accident! The general contractor was a reputable company who subcontracted the services of a steel fabricator with very limited experience in structural steel erection. Geometry of the individual trusses also contributed to the collapse as well as substandard procedures employed during the erection.
1.2 The Accident
Almost 24 Bays of the Building had received the trusses and purlins were already being installed. Due to the critical schedule, the trusses have been erected only with a primer shop coat. Final painting was being done atop the trusses by several painters as these are erected.
The bottom chords were inadequately braced by light gage “C” purlins doubled into a box section by stitch welding.
Several of the workmen painting atop the Trusses fell and were pinned down by the collapsed steel trusses resulting in several deaths.
Immediately on the day after the collapse, we were called in to investigate the cause/s of the accident.
The results of our investigation revealed very surprising details contributing to the collapse.
1.3 Investigation
We had to conduct the investigation hurriedly to prevent removal of evidence and in order to interview people involved or have knowledge of the accident. Numerous photographs were taken which served as the incontestable proof of what contributed to the accident. A full peer review of the design was also conducted.
What led to the collapse? Why did the Trusses topple like dominoes? Why was the erroneous design not contributory to the failure? Why did a similar adjacent bent not fail? These and other questions became clear when we completed the investigation.
1.4 Findings
Our findings were as follows:
⦁ Wrong erection procedures resulted in dangerous connections The Subcontractor who fabricated and erected the trusses was not a Structural Steel Fabricator or had very little experience in Structural Steel Fabrication and erection. During the process of erecting the trusses, the trusses became “short” because of Elastic Deflection as the trusses were on two or three point pick up. This resulted in the Trusses to be “bowed” down thus shortening it.
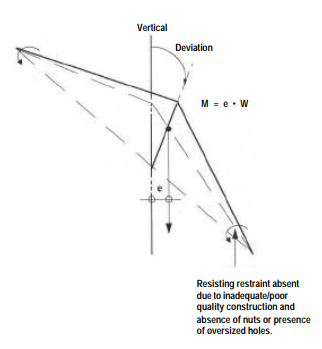
Since the anchor bolts were already cast onto the concrete corbels, the bolt holes on the bearing plates attached to the Truss ends were now out of alignment because of the shortening. In the rush to erect the Trusses, the bolt holes and slots were enlarged to allow the Trusses to be erected.
In most instances, the enlarged holes and slots were wider or larger than the Nuts! Thus, there was no restraint on the Trusses and the anchor bolts were practically useless except a very limited few.
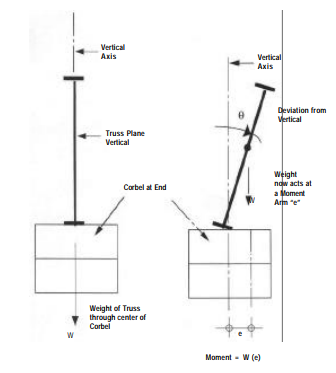
⦁ Truss Geometry contributed to collapse too
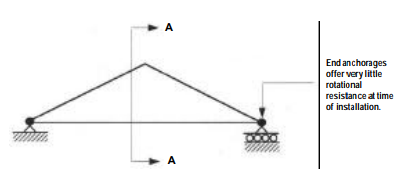
The Trusses were designed as simply supported Trusses with a Roller-pin connection at the ends. There were two Gables or Truss bents and Bent ‘A’ was being erected while Bent ‘B’ was already erected. Inspection of the finished Bent ‘B’ showed the same deficiencies and defects.
The figure below shows the unfavorable geometry represented by a triangular shaped truss. Vertically, the system would be “Stable”. However, once there is lateral disturbance, the system failed by toppling progressively.
1. MODEL OF TRUSS SYSTEM2. SECTION AA3. ROTATIONAL MOMENT “M” CAUSED BY TILT OF TRUSS FROM VERTICAL
As can be seen, this unfavorable geometry offered very little rotational resistance when the Trusses were loaded laterally. In some of the Truss ends that did not fall, the Truss ends were restrained by the bolts but toppled on its side just the same because the ends were twisted due to lack of rotational resistance.
⦁ Substandard Horizontal “Struts”
The horizontal bracing or “Struts” for the top and bottom chords of the Trusses used substandard and poor quality construction.
The struts were assembled from two Light Gage “C” purlins which were joined by widely spaced stitch welds. The “Struts” simply buckled progressively as the Trusses Toppled. ⦁ Design made “Safe” Accidentally
There were numerous and sometimes serious design deficiencies noted during the Peer Review process. However, and as earlier stated, the design process did not contribute to the collapse because a subsequent error in the computer program caused by a “Bug” in the software tended to compensate for the underdesigned columns by over designing these!
Thus, the design was rendered safe by a computer bug. Our finding in the peer review revealed that: · The Building would have been grossly underdesigned. The gross deficiency could have resulted in a collapse under design loading conditions had it not been for a compensating error due to the software “Bug”.
The following are the deficiencies:
1. Column Design
Incorrect wind and earthquake loads were used. Wind forces applied to the roof were all positive (Downward) when in fact the governing loads were negative (suction pressures) for the roof pitch used.
The columns were designed using a popular Integrated Structural Analysis and Design Software. The “Bug” tended to overdesign compression members.
Seismic Loading and Building type classification were entirely wrong . Gross underestimate of the base shear resulted in a 60% reducting in Seismic Loading. The building was classified as an OMRSF – Ordinary Moment Resisting Space Frame which for a concrete structure is prohibited by the code in Zone 4.
2. Truss Design
The analyses considered that the Truss members were rigidly connected yet the Trusses were designed as axially loaded members only, totally neglecting the moments.
The saving grace was that for the Bottom Chord and also the Top Chord, only the maximum stress was used in the design. Similarly for the web members, only very limited stress values were used. While the analyses veered towards underdesign, the resulting over simplification in the design tended towards overdesign except for a few members.
This cancelled out the problem but resulted in a very heavy and expensive roof truss. The resulting overdesign due to simplifications and accidental errors resulted an increase in the Truss weight by 30%!
3. Height Structure
The height of the structure as used in the analyses and design was 10.0 meters. The actual height was 15.0 meters.
It can not be ascertained when and at what point was the height changed. This should have automatically triggered a redesign.
4. Concrete columns considered as purely axially loaded members
The computerized Analysis Loading Diagram clearly showed that the Truss reactions were co-axial with the column centerline.
In actual fact, the trusses were supported on 500mm corbels and hence induced bending moment on the columns.
This could have resulted in an underdesign of the columns if not for the “Bug” in the computer program.
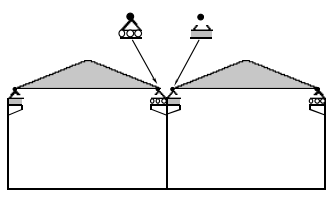
5. Overall Roof Framing System is Inefficient
The Roof Framing System adopted consisted of two Truss Bents resting on corbels in a Roller/Pin connection detail as shown below:
Thus, the Truss Bents could not participate efficiently in carrying lateral loads and redistributing loads as these are essentially simply supported elevations. Thus, there are no redundancies in the structure nor alternative stress paths in case of overstress.
The Roof Framing System adopted consisted of two Truss Bents resting on corbels in a Roller/Pin connection detail as shown below:
Thus, the Truss Bents could not participate efficiently in carrying lateral loads and redistributing loads as these are essentially simply supported elevations. Thus, there are no redundancies in the structure nor alternative stress paths in case of overstress.
1.5 Lessons Learned
Erection is a critical operation requiring care and experience. It can not be entrusted to inexperienced contractors.
The use of torches to enlarge the anchor bolt holes should not be allowed at site without adequate technical supervision.
Use of substandard struts and purlin connections allowed the collapse to propagate to adjacent trusses.
Unstable truss geometry allowed the collapse to become a total system failure.
Although the design was not the cause of the collapse, gross oversights and deficiencies occurred such as:
Errors in loading assumptions
Computer code errors were unchecked
Wrong computer modeling
Lack of peer review checking procedures
2.0 CASE STUDY NO. 2 – ALTERNATIVE DESIGN RESULTED IN DEFECTIVE STRUCTURE
2.1 Introduction
Our firm was engaged to design a large Industrial Complex for ABC Company. Part of the Complex was a large area warehouse with a floor area of approximately 4.0 Hectares (40,000 sq.m.).
When the project was bid, the low bidder offered an alternative design build proposal which was P20M lower than their offer using our design.
Because of the potentially huge savings, the owner opted for the alternative design build proposal.
This proved to be a mistake!
2.2 Problem Detected
Six months into the construction and when 4 hectares of purlins have already been laid and all structural framing are waiting only for the roofing and cladding installation, the owner’s Project Engineers noticed deflections in the purlins and trusses based on pure deadweight alone. The owner had to engage our services again to conduct a peer review of the Contractor’s design.
Subsequently, a professional waiver was obtained from the Contractor’s Engineers for us to undertake a professional design review.
2.3 FINDINGS
A study of the design calculations and loading data revealed very startling facts.
1. Wind pressures used were very much below Code values and neglected exposure factors due to location which would have further increased the wind pressures and in some locations uplift pressures would have been doubled.
Note: The warehouse is situated along a flattened slope fronting the sea. Exposure factors for this should have been Ce=1.51 for Exposure Category D.
In some critical areas, wind load was inadvertently not considered.
2. The computational model used by the Contractor’s Engineer resulted in a collapse mechanism as all the joints for the columns were “pin” connections as well as the truss to column connections. This is statically inadmissible.
Lateral loading in the computer analyses would have already triggered or signaled a “Fail” condition but this was missed or was neglected.
Fortunately, in actual construction, the column anchorage connections indicate that it is “semi-fixed” condition as the anchor bolt details are not indicative of a pinned connection.
3. Loading assumptions used in design were 50% lower than code provisions. This would have directly resulted in a structure that would also be underdesigned by this magnitude. However, other errors contributed to a gross underdesign. Seismic loading (although not significant) was entirely neglected.
2.4 As Constructed Members Deficient
As a result of the foregoing erroneous assumptions and incorrect modeling of the structure geometry and fixity conditions, the following were our findings:
Truss members were grossly inadequate for the actual design loads.
Columns now with partial fixity assumed in the peer review were “safe”.
Purlins exceeded allowable stress limits by as much as 100% and violated deflection limitations.
Wall furrings exceeded allowable stress limits by 100%.
Truss carrier girders were designed based on unrealistic slenderness ratios resulting in underdesigned members
2.5 Software Bug Contributed to Error
In the course of our review, we noted further that the allowable stresses for compression members used by the Contractor’s Engineer were relatively high compared to our computer results.
We were using the same program but the Contractor’s Engineer used a newer version (Ver. 22) and we used an older but licensed version.
We then proceeded to calculate the allowable stresses in compression by hand and we were able to verify that our calculations were correct.
Still, the Contractor’s Engineer was insistent that their calculations were correct considering that they were using a newer version! In order to resolve the matter, we wrote an official letter of inquiry to the Software company. They immediately replied by admitting to a bug when they revised the new version! This finally laid matters to rest. We provided a copy of our findings to the Owner and Contractor’s Engineer.
2.6 “Value Engineering” Turns to Financial Disaster
As a result, 4.0 hectares of already erected purlins were totally removed and replaced. We prepared remediation measures for the trusses by providing cover plates for all overstressed members and beefed up the longitudinal bracing and carrier girders. The exercise proved to be a costly one, both for the contractor and the owner.
The owner suffered 2.5 months of delay in the project. They were also forced to hire outside storage space for sensitive electronic equipment and controls for the industrial plant.
The contractor suffered a huge financial loss. Defective purlins covering an area of 4.0 hectares were totally removed and replaced. Expensive reinforcement coverplating operations involving overhead welding work were performed on the trusses while these were on temporary supports.
We are not aware if the owner slapped penalties on the contractor.
2.7 Lessons Learned
Computer programs can not be given blind trust.
Entrusting design to inexperienced Junior Engineers could result in disaster.
Oversights in the interpretation of code prescribed loadings and exposure factors was a major contributor to the problem.
Proper in-house review could have already detected a statically inadmissible collapse mechanism but this was not detected at all until it was too late.
3.0 CASE STUDY NO. 3 – NEAR PANIC CAUSED BY WRONG DETAILING
3.1 Introduction
This failure was not as significant financially or technically as the Near Panic it raised. The remediation nevertheless proved to be costly.
The project is an ultra hygienic sanitary facility for the manufacture of infant formulation. The facility is for spray drying liquid milk to powder form.
Entry is strictly limited requiring gowns, head covers, removal of wrist watches and eye glasses, use of disposable shoe socks and alcohol hand washing.
The facilities manager was in near panic when black stains were found between the column/masonry joints. It was immediately suspected as Bird Droppings as the blackish color would indicate. Bird droppings is the most common source of the dreaded “Salmonella” bacteria. Any reported occurrence could have required a total prolonged shutdown and sterilization of the Seven Storey Spray Drier Tower.
We were called in to provide consultation. We inspected the location and true enough, we verified the presence of black stains along the vertical joints between the columns and masonry wall. This was very alarming indeed having been briefed about what would be the repercussion when “Salmonella” is detected in an otherwise ultra hygienic facility.
3.2 Instant Problem Identification
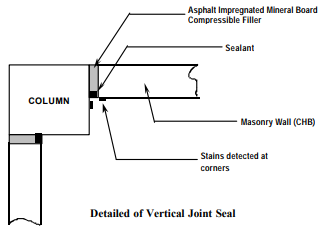
We immediately proceeded to the Engineering office of the manufacturer to look at the As-Built Plans. What we saw immediately identified the problem. The problem is explained by the sketch:
A clear study of the detail above clearly showed that the joint seal placement was reversed!
The Asphalt Impregnated Mineral Board Compressible Filler was exposed to the elements and the sealant was placed inside. Weathering and exposure to sunlight melted the asphalt and degraded the mineral fiber.
Breaks in the sealant allowed the melted asphalt diluted by water to find its way inside and was initially suspected as stains from bird droppings which equates to potential salmonella infection.
3.3 Remedial Measures
The remedial measures recommended and instituted was simple but very costly. It required removal of these numerous vertical joints throughout the Seven Storey Facility and replacement with proper jointing procedures. This was very expensive for the owner.
3.4 Lessons Learned
Even very simple and seemingly innocent mistakes in small details could cause problems if not checked by a built in checking and review process.
4.0 CASE STUDY NO. 4 – SINKING OR RISING?
4.1 Introduction
A very large specialty packaging materials printing plant was constructed partly on cut and partly on fill. Two thirds of the plant was resting on compacted fill material.
A very expensive four color offset printing equipment costing tens of millions of pesos was installed. The offset machine consisted of four presses connected by a drive rod about 35mmØ. The machine sits on a thick mat foundation integrated with the floor slab. The offset machines required very small tolerances and any misalignment horizontally or vertically would be intolerable as it would result in inexact color laying and printing.
Soon after commissioning, the printing machinery was wasting a lot of expensive rolls of materials due to misalignment. Corrections were periodically being made but the problem became worser with the passage of time until production was totally stopped for this machine. The whole production schedule was in jeopardy.
The Building footprint was surrounded on two sides with depressed areas that ponded water during heavy rains due to inadequate drains.
4.2 The Problem
The owners as well as the foreign equipment supplier immediately suspected settlement as the probable cause.
We were invited to visit the site in order to look at the problem.
What we saw was contrary to the owner’s suspicions as the machinery was actually rising and not settling!
When we informed the owner about our initial findings he could not believe what he heard. Nevertheless, he engaged our services to prove it and recommend remedial measures.
4.3 The Investigation Program
We recommended a fourpart investigation program (subsequently accepted) consisting of:
Undertaking Elevation Survey (Topographic) of the immediately affected area.
Undertaking five shallow test pits to extract soil samples.
Performance of laboratory testing to determine swelling characteristics and swell pressure of extracted soil samples.
Study of surrounding terrain and drainage areas.
The results of the investigation program were formalized in a report including our remediation procedures.
4.4 Results of the Investigation
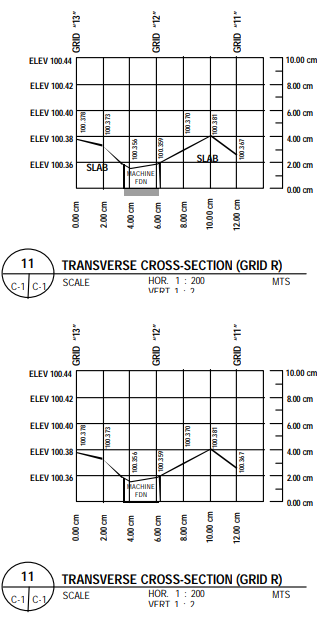
The investigation results corroborated our initial findings. The Topo Survey confirmed that the slabs were indeed rising and dragging the equipment up.
A section through the longitudinal and transverse axes of the equipment revealed the vertical heaving of the slabs as well as the equipment foundation without a doubt.
The laboratory tests also essentially proved the swelling tendencies of the soils. Most of the Fill material underneath the slabs classified as CH/MH with LL>55 PI>25. The swell potential is from medium to high with swell indices as high as 10 in most cases.
Generated swell pressure in confined swell tests indicated a swell pressure of 744 psf (35.6 kPa). Based on calculations, this swell pressure alone would not have been sufficient to lift the heavy mat foundation. Therefore the question: why did it rise? became a priority to be answered.
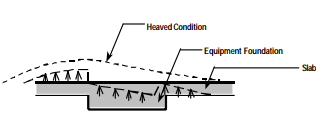
Inspection of the floor slab and equipment foundation gave the answer. The floor slab was connected to the equipment foundation and were cast monolithic with rebars being continuous. This provided a connection to the slab. When a large area of the slab was heaved, the large force accumulated was sufficient to pull the machine foundation upward. The problem is illustrated below:
4.5 Mechanism of Failure due to Heaving
4.6 Remediation
4.6.1 Background
The slab distress definitely has been caused by Swelling/Heaving and it is only necessary to establish by what mechanism this has occurred in order to come out with proposals to solve the problem.
It must be understood that any solution of total removal of the swelling soils would not entirely eliminate the swell potential.
In addition, the presence of entrapped water in the form of Natural Moisture Content of the existing soils, which is relatively high based on laboratory test on test pit samples, could trigger further settlements. This is still possible even if remedial intervention.
4.6.2 Water Saturation by Ponding
The drainage of surrounding low lying areas around the plant is impeded or prevented by the absence of adequate drainage structures and outlets. Thus, surface runoff accumulates and the surrounding areas become a detention pond which saturates the area.
Water has a natural tendency to migrate from hot to cold areas. Since the plant footprint is shaded by the roof, insulated by the floor slab and is well ventilated, the underlying soils are definitely cooler inside than outside the plant footprint.
Thus, a thermal gradient is set up and water follows this gradient. The attractive forces are greater than gravity forces, and therefore water can rise up also aided by capillary action as to cause Swelling of the Highly Plastic Soils (CH/MH).
4.6.3 Mechanics of Swelling Soils
Since expansive soils are characterized by very fine granulometry and thus large surface area to mass ratio, it has a great affinity for water. Water is captured and absorbed by the water and held tightly with great attractive force.
The absorbed and adsorbed water increases with further attraction and volumetric expansion as swell occurs. Since the affinity due to powerful electrical and chemical forces of attraction is great, the expansion generates tremendous pressure when confined or restrained. This results in high swell pressures that could lift lightly loaded slabs or machine foundations.
Therefore, the key to further swelling is the presence of water. Since the swelling process is reversible in a sense, alternate wetting and drying as would occur during periods of rain and drought would cause shrink and swell, shrinkage causes collapse of the soil structure and therefore aggravates and accelerates pavement deterioration.
Based on this, it is also necessary to attain equilibrium of moisture condition to prevent seasonal and cyclical volumetric changes.
Thus, the primary direction for the solution of problems related to swelling soils, if the swelling soil can not be removed and replaced is:
Elimination of sources of water
Maintenance of moisture equilibrium within the critical area which in this case is the plant footprint.
4.7 Proposed Remedial Measures
We have divided our recommendations on the mitigation and prevention of further swell damage to most urgent and immediate.
4.7.1 Most Urgent
We have recommended the cutting or uncoupling of the accidental connection or friction joint between the slab and the machine bases.
We also recommended that the general floor slab be uncoupled or connections cut along the perimeter and interior walls. This would be necessary to release the restraint which could cause further cracking of the slab.
The cut was done by a diamond cutting wheel. The cut was then sealed by elastomeric sealant that is solvent and oil resistant.
4.7.2 Immediate Solutions
Elimination of Sources of Water
Swales and ponded areas were regraded to divert water from the plant footprint. Backfill was compacted after the subgrade has been cleaned and grubbed and also compacted to 95% MDD based on ASTM D-698.
Effective drainage away from the site was implemented to remove ponding and detention of water.
Roof drains and collectors (RCP Pipes) near the plant perimeter were decommissioned and replaced by lined ditches at least 2.0 meters away from the plant footprint. This will ensure that any leaks or breaks are clearly visible. The downspouts now drain directly into these trenches.
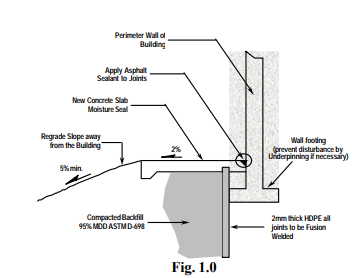
Footpaths along the Building perimeter have reversed slopes due to Swelling allowing water to seep into the building. These were reconstructed by additional concrete topping sloping away from the building as shown in Fig. 1.0.
4.7.3 Recommendation for Preventing Further Water Ingress and for Maintaining Moisture Equilibrium
To prevent additional water ingress underneath the Building footprint, it was necessary to provide an impermeable Barrier Wall. The Barrier Wall was constructed as near as possible to the Building perimeter and extended at least 1.5 meter vertically below Finished Floor Line.
This Barrier consisted of an HDPE Liner 2mm thick and with all joints fusion welded to ensure that there are no breaks in the impermeable barrier. The trench was backfilled by Compacted Fill and the top impermeabilized by concrete pavement.
The Schematic Sketch is shown below:
4.8 Lessons Learned
Care should be exercised in the selection and classification of Fill soils underneath structures.
Water ponding around structures should be avoided as these will eventually channel water underneath the structure.
5.0 CLOSURE
There are still other failures that needed to be presented. However, the other cases were caused by the now all too familiar reasons:
Professional Negligence
Computer Error
Inexperience
Construction Oversights and Negligence
Lack of Quality Control, etc
As Civil Engineers, we have the duty to our clients and the public in general to provide safe and functional structures free from defects and complying with regulations. A study of the past certainly is one way of avoiding similar mistakes.
1] Fellow, ASEP, PICE. Took up his masters degree at the Carnegie Institute of Technology, Carnegie-Mellon University, Pittsburgh, PA. USA in 1980. Formerly Senior Lecturer of Graduate Division, College of Engineering, University of the Philippines, Diliman, Quezon City. Presently, he is the Technical Director of PGA Calibration & Metrology Laboratory and PGA Geopier Philippines, Inc., Technical Manager of Philippine Geoanalytics, Inc. Civil Engineering Laboratory and Principal of EM²A Partners & Co. Chairman, Specialty Committee on Geotechnical Engineering. He can be contacted at Tel. Nos. 371-1804 & 06 and 410-2923. Fax No. 374-4338; E-mail address: em2apart@pgatech.com.ph.
The paper is designed to give a clearer perspective of the Liquefaction Phenomenon including the causative conditions that will trigger liquefaction as well as the soil mechanics principles involved.
An understanding of the Geotechnical environment that could be susceptible to liquefaction including the groundwater influence, granulometry including fines content, Plasticity of the fines (LL & PL) and the triggering Earthquake intensity are discussed.
Much of the work have been gleaned from state of the art papers on soil liquefaction such as the “Queen Mary Paper” by Seed et al and references from the USGS website as well as the Authors’ own experiences in evaluation of liquefiable ground conditions have been included in this paper.
Significant advances in the body of knowledge and state of practice in liquefaction evaluation have been published in numerous literature and technical papers. This paper in effect is a compilation and summary of the current State of Practice in liquefaction evaluation and mitigation.
Essentially this Paper is a Literature Review of Current knowledge about Liquefaction. The figures and entries most of the time have been copied verbatim and therefore major credit is due to the sources listed in the references and the authors acknowledge this.
1.0 Introduction 3]
Liquefaction is a phenomenon in which the strength and stiffness of a soil is reduced by earthquake shaking or other rapid loading. Liquefaction and related phenomena have been responsible for tremendous amounts of damage in historical earthquakes around the world.
Liquefaction occurs in saturated soils, that is, soils in which the space between individual particles is completely filled with water. This water exerts a pressure on the soil particles that influences how tightly the particles themselves are pressed together. Prior to an earthquake, the water pressure is relatively low. However, earthquake shaking can cause the water pressure to increase to the point where the soil particles can readily move with respect to each other.
Liquefaction has been observed in earthquakes for many years. In fact, written records dating back hundreds and even thousands of years describe earthquake effects that are now known to be associated with liquefaction. Nevertheless, liquefaction has been so widespread in a number of recent earthquakes that it is often associated with them.
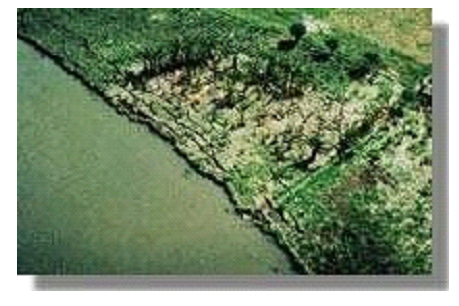
Because liquefaction only occurs in saturated soil, its effects are most commonly observed in low-lying areas near bodies of water such as rivers, lakes, bays, and oceans. The effects of liquefaction may include major sliding of soil toward the body slumping and of water.
Earthquake shaking often triggers an increase in water pressure, but construction related activities such as blasting and vibratory pile driving can also cause an increase in water pressure.
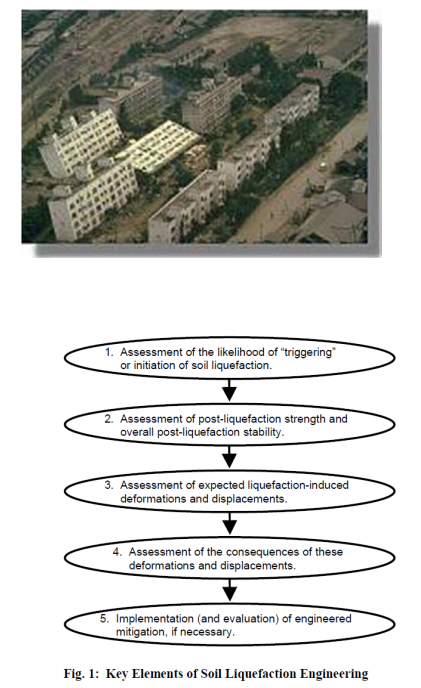
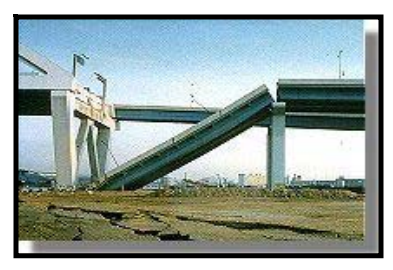
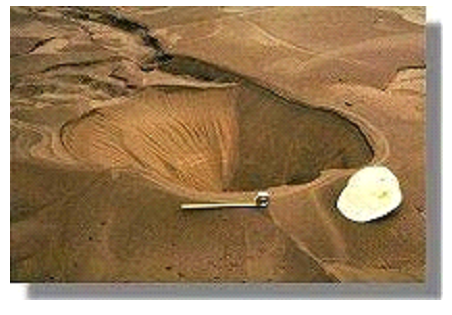
When liquefaction occurs, the strength of the soil decreases and, the ability of a soil deposit to support foundations for buildings and bridges are reduced as seen in the photo of the overturned apartment complex buildings in Niigata in 1964.
2.0 The Liquefaction Phenomenon
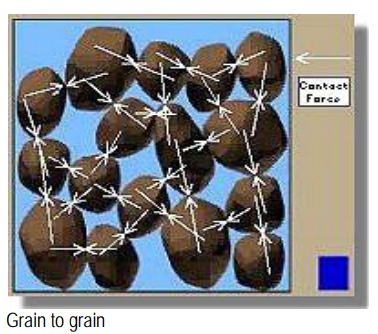
To understand liquefaction, it is important to recognize the conditions that exist in a soil deposit before an earthquake. A soil deposit consists of an assemblage of individual soil particles.
If we look closely at these particles, we can see that each particle is in contact with a number of neighboring particles. The weight of the overlying soil particles produce contact forces between the particles – these forces hold individual particles in place and give the soil its strength.
To understand liquefaction, it is important to recognize the conditions that exist in a soil deposit before an earthquake. A soil deposit consists of an assemblage of individual soil particles.
If we look closely at these particles, we can see that each particle is in contact with a number of neighboring particles. The weight of the overlying soil particles produce contact forces between the particles – these forces hold individual particles in place and give the soil its strength.
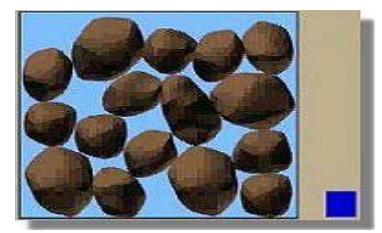
However, when ground shaking occurs, these delicate grain to grain contacts are disturbed and the soils grains are dislodged.
This causes a momentary loss of support which transfers the vertical stresses to the porewater. The pore water in turn further increases in pore pressure thus further buoying up the individual soil grains.
Since water has practically no shear strength, collapse of the support happens and thus all superimposed structures and the soil itself slumps due to gravity.
Much of the previous knowledge of liquefaction attributes this phenomenon exclusively to Clean Sands. However, current State of the art have established that even fine grained soils and coarser materials such as Gravels will liquefy given the right conditions and the right earthquake characteristics. This paper seeks to update our current understanding based on the current State of Practice as gathered from various literatures.
3.0 Types of Liquefaction Related Phenomena
There are several types of liquefaction related Phenomena as Follows (Ref 1.0)
Flow Liquefaction– Flow liquefaction can occur when the shear stress required for static equilibrium of a soil mass (the static shear stress) is greater than the shear strength of the soil when it liquefies. Once triggered, the large deformations produced by flow liquefaction are actually driven by static shear stresses. Flow liquefaction produces the most dramatic Effects.
Flow Liquefaction failures are characterized by the sudden nature of their origin, the speed with which they develop and the large distances over which the liquefied materials often move.
Cyclic Mobility– Cyclic mobility in contrast to Flow Liquefaction occurs when the static shear stress is less than the shear strength of the liquefied soil. It is basically driven by both Cyclic and static shear stresses. The deformations produced by cyclic mobility failures develop incrementally during earthquake shaking. A special case of cyclic mobility is level ground liquefaction.
Because horizontal shear stresses that could drive lateral deformations do not exist, level ground liquefaction can produce large chaotic movements, known as ground oscillation during earthquake shaking but produces little lateral soil movement.
Level Ground failures are caused by the upward flow of water when seismically induced excess pore pressures dissipate. Excessive vertical settlements and consequent flooding of low lying land and the development of sand boils are characteristic of level ground liquefaction.
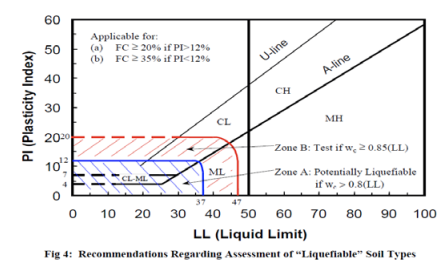
4.0 Liquefaction Susceptibility 2]
Liquefaction Susceptibility is determined by the grain size, fines content (LL), the presence of groundwater, the static state of stress as well as the characteristics (amplitude and length of time of propagation) of the triggering Earthquake Magnitude that could induce adequate ground shaking.
The following are the criteria for identifying possible liquefaction susceptibility:
4.1 Historical Criteria
Soils that have liquefied in the past can liquefy and liquefaction can recur in these same soils when soil and groundwater conditions have not changed. Thus, liquefaction case histories in a particular site can be used to identify specific sites or general areas that are susceptible in future earthquakes.
4.1 Compositional Criteria
Liquefaction susceptibility is influenced by the compositional characteristics that influence volume change behavior. Compositional characteristics associated with high volume change potential tend to be associated with high liquefaction susceptibility. These characteristics include particle size, shape and gradation and % fines.
For many years, only sands were thought to liquefy. Finer grained soils were considered incapable of generating the high pore pressures commonly associated with liquefaction and coarser grained soils were considered too permeable to sustain any generated pore pressure long enough for liquefaction to develop.
However, present day experience on recent liquefaction events, suggest otherwise. More recently, the bounds on the gradation criteria for liquefaction susceptibility have broadened.
The most important work was done by a team headed by R.B. Seed (Ref 2.0) in their seminal paper delivered at the HMS Queen Mary, on April 30, 2003.
Although previous work have been done by the Chinese in 1979, the Queen Mary Paper further moved it several notches to reflect current recorded liquefaction events.
State Criteria
Even if the preceding criteria are all met, it still may or may not be susceptible to liquefaction. Liquefaction susceptibility also depends on initial state of the soil (i.e. its stress and density characteristics at the time of the earthquake).
Since the tendency to generate excess pore pressure of a particular soil is strongly influenced by density and initial stress conditions, liquefaction susceptibility depends strongly on the initial state of the soil.
5.0 Initiation of Liquefaction
Procedures to determine the initiation of liquefaction have now been updated beyond the understanding before the publication of the Queen Mary Paper.
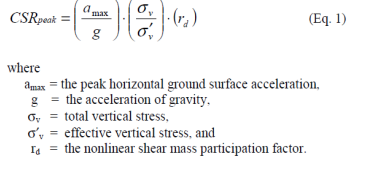
5.1 Cyclic Stress Approach
Research on the on the advances of present day knowledge on Liquefaction was started by H.B. Seed and continued and refined by the son, R. B.
This general approach came to be known as the “Cyclic Stress Approach” as expounded by Seed, the elder.
Seed, initially leading to the determination of the loading conditions that could trigger liquefaction. This loading was described in terms of cyclic shear stresses and liquefaction potential was evaluated on the basis of the amplitude and the number of cycles of earthquake induced shear stresses.
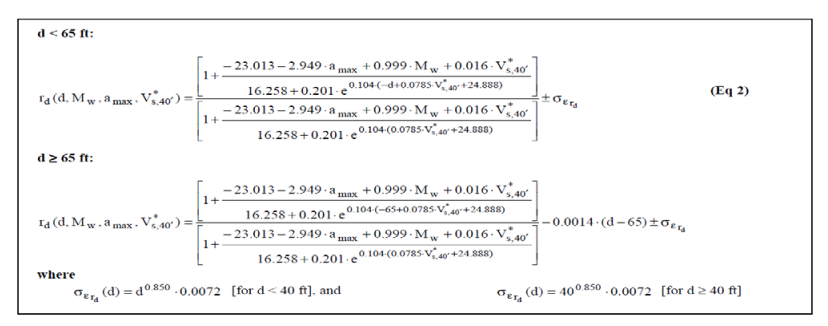
The improvements came in a more reliable prediction of the non-linear mass participation factor rd as well as the reduction in the peak cyclic stress ratio (CSR).
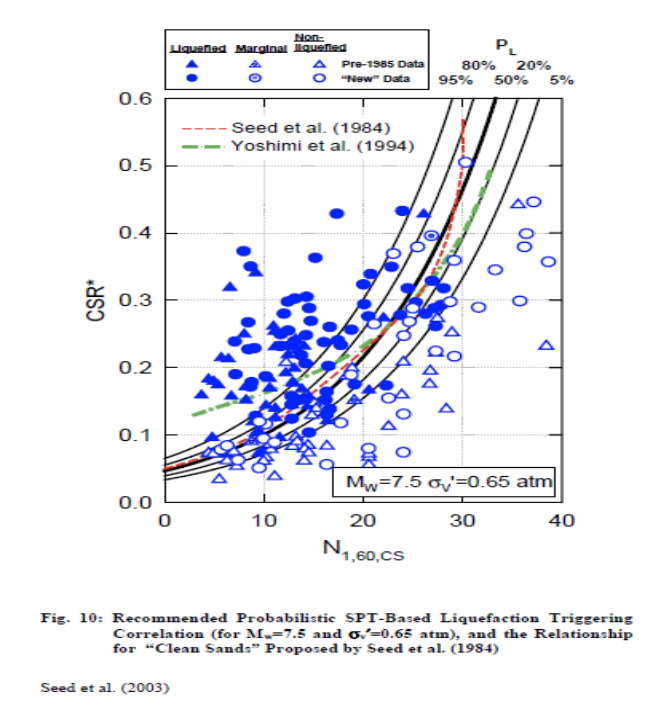
This CSR has since been modified by R. B.Seed et al as follows:
Recommended NOMOGRAPH for Probabilistic SPT based Liquefaction Triggering Correlation for Clean Sands 3
6.0 Effects of Liquefaction
Liquefaction can induce landslides or collapse of structures, including horizontal infrastructures.
Sand boils can be induced when the excess pore water pressure dissipates by exiting into the ground surface bringing with it fine sand particles much like an erupting volcano.
Ground motion characteristics are also altered after liquefaction when originally stiff soils are altered by positive excess pore pressures. A liquefiable soil that is relatively stiff before may be much softer at the end of liquefaction. Thus, the amplitude and frequency of the soils may change considerably.
This can cause increase in Ground motion and can produce large displacements.
Damage to horizontal and vertical structures can occur depending on the type of liquefaction whether Cyclic Mobility or Flow liquefaction.
Dams and slopes are very vulnerable to flow liquefaction because the static stress is highly influenced by gravity forces and large lateral spreading occurs.
Cyclic mobility on the other hand occurs mostly on level ground with very little or no lateral spreading. The main effects are on vertical structures which can settle significantly or tilt and collapse when loads are imbalanced or where the soil stratification is uneven.
7.0 Liquefaction Mitigation Methods
A lot of mitigation techniques are currently available which have been used as ground improvement methods to improve strength or reduce deformations. While not covered in this paper, the methods are enumerated for Brevity as this may not be covered in this Paper.
The author’s hope that a clearer understanding of the liquefaction phenomenon has been presented to the local Engineering community. Most of the contents of this paper have been directly extracted from the listed references as well as the Author’s own experiences in the evaluation of liquefaction problems.
It is suggested that further readings by the Professional are needed in order to achieve a full understanding of the liquefaction phenomenon. This is something which cannot be achieved within the limitations of time and space for this paper.
References
Kramer, S. “Geotechnical Earthquake Engineering “Prentice Hall, New Jersey 1995.
Seed, et al. “Recent Advances in Liquefaction Engineering: A Unified and Consistent Framework” 26th annual ASCE Los Angeles Geotechnical Spring Convention.
University of Washington Liquefaction Website http://www.ce.washington.edu/~liquefaction/html/main.html
Lade et al “Physics and Mechanics of Soil Liquefaction” A.A. Balkema, Rotterdam 1998.
1 Emilio M. Morales, MSCE took his Master of Science in Civil Engineering at Carnegie-Mellon University, Pittsburgh, PA. USA in 1980. He was employed as a Project Geotechnical Engineer and Software Engineer at D’Appolonia Consulting Engineers. Currently, he is the Principal of EM²A Partners & Co. and formerly elected as President for IGS Philippines, Chairman for the PICE & ASEP Specialty Committee. He is a Fellow of ASCE, PICE & ASEP.
2 Mark K. Morales, MSc took his Master of Science in Civil Engineering Major in Earthquake Geotechnical Engineering at University of California – Berkeley, USA in 2004. He is the Technical Manager of Philippine Geoanalytics, Inc. and CEO of PGA Earth Structure Solutions Inc. (PGAESS) a specialty foundation and Geosynthetics and slope protection Organization.
3 Probabilistic Approaches taking into account various acceleration values and Fines content have been evolved in the Virginia Tech Spreadsheet implementation by Gutierrez et al.
4 In the case of Rammed Aggregate Piers ®, the drainage is greatly facilitated by prestressing and lateral compaction due to the method of installation. Thus, time to U 90 is greatly speeded up, sometimes to weeks instead of months.
Earthworks and foundations invariably are part and parcel of any Civil Engineering Project. A significant portion of the overall project cost is often spent on Foundations Systems and Earthwork Compaction. Particularly on sites with poor or marginal soils, there is a need to look into Ground Improvement in order to provide for economical foundation or earthworks. Ground improvement can be in many forms, such as:
Mechanical
Chemical (Lime, Cement, Stabilization, etc.)
Electrical
Thermal
Hydraulic (dewatering, PVD, etc.)
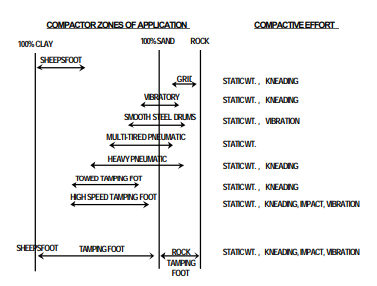
This paper will focus on Mechanical Ground Improvement because it is often the most misunderstood and the most often taken for granted. In the case of mechanical stabilization, there are three zones of application namely:
Near Surface Ground Improvement by Mechanical Compaction (Compactors)
Deep Ground Improvement (Stone Columns & Vibroflotation)
This paper will try to discuss the foregoing zones of application and how applicable ground improvement procedures could be fully appreciated through an intimate understanding of Soil Mechanics Principles particularly as it pertains to Soil Particulate Behavior.
2.1 The Mechanics of Soils
Mechanical Ground Improvement most of the time can be a cost effective foundation solution if the fundamentals of soil mechanics and soil behavior are known to the user. The knowledge gained from this paper can be put to good use when Mechanical Ground Improvement is comtemplated.
For this paper, we shall only limit ourselves to a clear understanding of Particulate Mechanics or the behavior of soils as discrete particles when subjected to ground improvement.
2.2 Soil as a Particulate Material
Under very high magnification even a piece of solid mass of clay appears as an assemblage of particles with some orientation. This orientation surprisingly can be altered by mechanical reworking of the clay, addition of, or removal of moisture or by altering the chemical make-up of the porewater. Under normal conditions, the assemblage includes water and air. The water is either captured or adsorbed water or free water. The process of compaction is nothing but the expulsion of air and/or water (reduction of voids in the soil). Soil can either be:
Coarse Grained (Sand) or Cohesionless
Fine Grained (clay) or Cohesive
The distinction between the two are somewhat obscured by their combinations that could be found in nature. In their unadulterated states, the differences become readily apparent.
2.3 Soil Shear Strength
Particulate materials derive their strength from friction or intergranular contact and/or from bonding forces or cohesion as we know it. These bonding forces and friction prevent the particles from sliding.
The important property that we have to deal with is the soils’ Shear Strength since most of the loading that the soil is subjected to causes the individual soil particles to slide or “shear” one against the other because of their particulate character. The shear strength is either derived from electrical and chemical forces of attraction (cohesion) and repulsion as in clays or by simple grain to grain contact and friction as in Pure Granular Materials. Since shear strength depends on the sliding resistance of the individual soil particles. Therefore, the more compact the soil becomes, the higher the shear strength. To improve strength mechanically is to lessen the interparticle distances by the expulsion of air and/or water.
This leads us to one of the Fundamental Principles in Earth Compaction:
“Increasing Density (Strength) is achieved by decreasing the soil interparticle distance through the expulsion of air or water or both.”
Reduction of interparticle distances would sometimes require addition of more water into the soil in order to dislodge more water. This statement appears to be confusing but its proof reiterates the importance of the understanding of soil particulate behavior in the solution of Earthwork Problems.
2.4 Microstructure
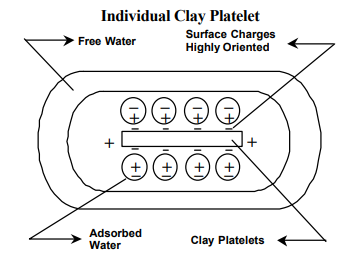
2.4.1 Clay Microstructure
Shown below is a microscopic view of a sample of cohesive or fine grained clay soil .
The clay is composed of submicroscopic platelets surrounded by Electrical charges, a closely held layer of adsorbed water and an outer layer of loosely held water. The minute interparticle distances, are governed not only by the particle orientation but also by the Electrical forces of attraction and the thickness of the adsorbed and free water. It would take a very high input of energy in order to dislodge or remove the adsorbed layer. The loosely held water can be removed in the field by sample air drying or wind rowing. When free water is removed, densification can be attained.
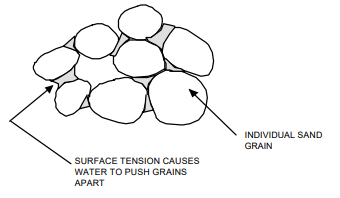
2.4.2 Sand Particles
At a certain Moisture Content Water comes in-between and holds the grains apart by surface tension. When grains of dry sand are gently deposited in a container, they fall into place in a precarious grain to grain contact. A jarring motion imparted on the container causes the grains of sand to assume a denser packing. Addition of water causes dry sand to swell or increase in bulk while saturation with water causes the sand to be compacted into a denser state. This has been known to us as “Hydrocompaction”. Perhaps only the mechanism behind it is not well understood.
3. NEAR SURFACE COMPACTION
3.1 Earth Compaction
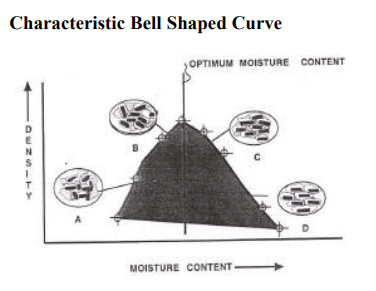
Majority of efforts in Mechanical Ground Improvement is focused on general earthwork compaction. Near surface compaction applies to compaction of Fills or subgrade materials by Mechanical Procedures. In this section, we shall deal with compaction characteristics of soils and the applicable methods best suited for each type of soil. We begin with the all too familiar moisture density relationship known as the “Laboratory Proctor Test” for a clay soils.
Familiarity with this simple bell shaped curve and its universal acceptance as the “characteristic” compaction curve cause most of the problems we encounter today in Earthworks compaction. Too often, it has not been realized that this is not the only shape a laboratory Proctor curve can assume and that grain size and moisture play a great part in influencing the shape of the compaction curve.
This bell shaped curve is only applicable for fine grained soils or soils with significant plasticity as to make it perform as a clay like soil.
At the start of the test when the soil is relatively dry, the soil assumes a flocculated structure “A”. Additional mechanical reworking and increasing amounts of water and expulsion of air and closing of the voids tend to produce a semi flocculated structure “B” with increasing density until a peak is attained. This peak is the maximum density that could be attained by that type of soil in the laboratory. The Degree of Compaction of the same soil in the field is expressed in terms of “Relative Compaction” which a percentage of the maximum dry density obtained in the laboratory test.
The moisture content corresponding to this maximum density is known as the Optimum Moisture Content “OMC”. Further compaction and additional water beyond this point results in decrease in density with increasing amounts of water. The soil platelets begin to be oriented and aligned and the interparticle distances tend to widen as more and more water is captured.
The “S” Curve
We now look at the Moisture Density relationship curve for a coarse grained sand with very little or no fines.
The curve is shaped like an “S”.
Since the individual grains are relatively very very large compared to the clay platelets, surface forces play very little influence on the behavior except at a certain moisture content range.
The Moisture Density curve above indicates two density Peaks “P1” and “P2” where density is high. The first Peak P1 occurs when the soil is very very dry (MC–>O) and the other Peak P2 at almost saturation conditions. Between these two Peaks is a valley where density is lowest.
The reduction in density in this valley as defined by a moisture content range is known as the “Bulking Range” for this particular sand.
This reduced density is caused by surface tension forces of the water surrounding the individual grains which tend to drive the adjacent grains farther apart, causing loss of interparticle contact and collapse in the density from the previous high.
Progressive addition of water beyond the bulking range collapses the surface tension and the additional hammer impacts increases the density again to the second Peak “P2”. The laboratory curve shows a downhill movement in density with increasing moisture content beyond saturation levels.
The real field curve shown by the dotted line suggests otherwise. In the laboratory compaction procedure, the water can not drain within the steel compaction mold and thus the soil becomes a soupy mush. In the field, additional water is continually drained and the Peak density is maintained. This curve clearly shows the fallacy of specifying Proctor Compaction Procedures and an OMC for clean coarse grained soils, because definitely, the soils are insensitive to moisture content except at the very dry and very saturated conditions. Unlike clay soils which follow a typical bell shaped curve, clean coarse grained soils exhibit a typical “S” shaped curve with the Peaks P1 & P2 clearly distinguishable.
Peaks P1 & P2 may sometimes be equal but this is more of an exception than the rule and their relative maximum values could shift either way depending on the type of soil.
This characteristic granular soil behavior has been recognized by the ASTM and standardized into two standards ASTM D-4253
“Max. Index Density of Soils using a Vibratory Table” ASTM D-4254 “Min. Index Density of Soils and Calculation of Relative Density” to arrive at a minimum and maximum density. These values are then used to compute the Relative Density DR once the Field Density is obtained. Compaction is specified not in terms of % of Proctor MDD but rather as Relative Density DR .
Recognition of the two characteristic compaction curves (The “Bell” and the “S”) leads us to the realization that clays and sands behave very much differently when compacted and require different approaches and solutions.
We also know now that the behavior of soils can be tempered to suit our requirements. Thus, we are led to the following conclusions:
There is not one but two General characteristic curves for soils depending on their granulometry.
The concept of Optimum Moisture Content generally does not apply to Clean Granular Soils and therefore the Proctor Standard is inappropriate or could lead to problems in the Field. Clean sands either have to be compacte very very dry or very very wet in order to achieve the maximum density.
The microstructure of the soil needs to be considered in the selection of the right compaction equipment.
For Fine Grained Soils, although density is the same for corresponding points left and right of the OMC, the performance and behavior of the soil are different due to the alteration in the microstructure arrangement.
Beyond the maximum density, additional compaction energy would be detrimental to both clays and sands as breakdown can occur causing a decrease in density. Therefore, use no more than what is necessary to attain good compaction.
For intermediate soils, it would be necessary to determine in the laboratory the characteristic behavior from zero MC to saturation levels.
In case the laboratory curve is not clearly defined or when there are doubts as to the behavior in the field, a field compaction trial would be required.
3.2 Compaction Equipment
Knowing the behavioral characteristics of soils we now look at the means to achieve compaction in the Field.
However, try to remember the fundamental response of the two general types of soils to compactive effort:
Loose Clean Granular Soils because of their precarious grain to grain contact are best compacted by causing a jarring motion such as what a vibratory roller would impart.
Fine Grained Soils on the other hand respond better to a kneading type of compactive effort such as that imparted by sheepsfoot rollers and pneumatic type rollers as these tend to reorient the platelets.
We now look at the Chart below to determine the range of applicability of various compaction equipment:
Figure 8.10 Compaction equipment selection guide. This chart contains a range of material mixtures from 100 percent clay to 100 percent sand, plus a rock zone. Each roller type has been positioned in what is considered to be its most effective and economical zone of application. However, it is not uncommon to find them working out of their zones. Exact positioning of the zones can vary with differing mateial conditions.
We can therefore see the effective range for various compaction equipment under differing soil conditions and we recognize right away that this has something to do with the grain size (clay to rock).
3.3 Applications of Knowledge Gained
It is not only enough to know how to select the proper compactor for the job. It is also important to use this in conjunction with our knowledge of Soil Mechanics principles which we now apply:
3.3.1 Sands and Clean Coarse Grained Soils
Vibratory compaction works best. However, we should aid this by liberal application of water immediately ahead of the vibratory compactor. Coarse grained soils compact best at the very very wet condition “P2” or at very very dry condition “P1”. Water serves as a lubricator but its total absence also prevents capillary forces from impeding the rearrangement of soil grains into a denser packing. Speed of the vibratory compactor is also important and needs to be controlled to about 2 to 4 KPH. Vibratory frequency is essential and should nearly approach the natural frequency of the soils. Standard frequencies are in the range of 30 to 40 cps.
The static weight of the vibratory roller is also important since the dynamic force exerted on the soil is a function of the static weight. The wheels of the roller are either ballasted by water, sand or even slag in order to increase the static mass.
Because the vibratory roller causes an “advancing wave” on the top of the lift being compacted, Field Density Testing in order to be fair has to be done below this disturbed layer. It will normally be required to scrape the top 50 cms before seating the Field Density Plate in order to be able to test the actual condition of the specific lift.
Field Density testing using the Sand Cone Method (ASTM D-1556) requires extra care since the means to measure the volume is calibrated clean sand. Any jarring motion results in increased sand intake of the test hole resulting in bigger hole volume computed than the actual resulting in low compacted densities. This condition can also be caused by compaction equipment being allowed to operate very near a Field Density test in progress.
For clean coarse grained sands, moisture is irrelevant except for the total absence of it or its presence at saturation levels.
Thus, there is no such thing as an Optimum Moisture Content for clean granular soils and Proctor criteria is entirely inapplicable in this context.
3.3.2 Clays and Intermediate Soils
For Fine Grained Materials and intermediate soil types possessing significant plastic fines, sheepsfoot rollers or pneumatic tired rollers are best. The kneading action allows reorientation of the grain and allows expulsion of entrapped air. The sheepsfoot was modelled really after the shape of a sheep’s foot perhaps based on the observations of Mr. Mc Adam. The tendency of the sheepsfoot is to walk-up by progressively compacting or densifying the lowermost layers first and walking upwards. Thus we see that topmost layers are slightly less compacted and therefore need to be bypassed when conducting a Field Density Test.
In contrast with clean coarse grained soils, compaction moisture content and the Proctor criteria are fully applicable and the control of moisture during compaction is a crucial factor in the attainment of proper compaction. Static weight is also important as it increases penetration of the sheepsfoot and increases the force pressing the platelets together. Speed is not so critical as it is the kneading action and coverage that is important. Vibratory motion is not necessary and is in fact harmful as it can cause build up in pore pressures in the soil and also cause shear cracking.
4. INTERMEDIATE GROUND IMPROVEMENT
Intermediate Ground Improvement comes in many forms. However, the immediate objective is to produce a shallow or intermediate crust of soil that would be stiffer or denser than the original soil condition. Other mechanisms are involved depending on the procedure.
This crust can then be depended upon to carry most of the load and dissipate the contact pressure to the softer soils beneath it.
4.1 Overexcavation and Replacement
This is the most common but perhaps the most expensive except for relatively very shallow depths. The procedure consist of excavating the very poor soil and backfilling the excavation by the original soil or imported select Fill and compacting the replacement with fill in lifts. The compacted Fill then becomes an Engineered Fill whose compaction has been carefully monitored and the resulting densities are carefully checked by performing Field Density Tests (FDT). The method may prove to be difficult in the presence of a shallow water table or during the rainy season where the excavation can become flooded. Creation of a controlled Engineered Fill or Backfill would entirely or partly eliminate the underlying poor soils and provide a stiffened natural mat which would reduce the contact stresses on the soils underneath it.
4.2 Dynamic Compaction or Heavy Tamping
Dynamic Compaction or Heavy Tamping is a procedure for compacting soils by dropping a heavy weight from a considerable height. The technique was invented by a Frenchman named Louis Menard. At that time, he called it “Dynamic Consolidation”, thinking that the process would be equally applicable to clays as well as granular materials. However, he would be proven wrong and the procedure is now concentrated on ground improvement of granular materials.
A very high impact energy is necessary to densify a thickness of soil to a depth ‘D’ in order to create a Densified Natural mat. The effective depth of treatment is empirically given as:
Heavy tamping, depending on the depth, would require several tamping passes. Each tamping pass requires the dropping of the weight to form a crater which is subsequently filled with Fill material to await the next pass. A sufficient time is allowed to elapse before the next pass is made to allow for pore pressure dissipation. The dissipation of pore pressure is monitored by use of piezometers in the ground installed specifically for this purpose. The method would be economical in large open areas that are not thickly populated or highly developed as the vibrations could affect surrounding areas.
Depth of treatment even from the very large energy machines is seldom beyond 10 meters as the impact energy is dissipated with depth. An ironing pass is required at the end of the procedure as a levelling pass.
4.3 Intermediate Rammed Aggregate Piers (GEOPIER)
The Intermediate Rammed Aggregate Pier or GEOPIER is a proprietary technology developed to address the problem of shallow to intermediate depth ground improvement.
In contrast to overexcavation and replacement or Dynamic Compaction, the method does not rely only on improvement or stiffening of a soil layer. It also introduces prestraining of the surrounding soil though lateral compaction and outward push (straining) of the surrounding soil. The improvement of the soils by prestraining is achieved by introduction of a Rammed Aggregate Pier (The GEOPIER) into the soil by preaugering and compaction using high frequency, low amplitude tamping of successive lifts of ordinary base course aggregates.
The GEOPIER, because of its relatively very large stiffness compared to the surrounding soil, is able to sustain very heavy loads and assome a major share of the load. The stiffened soil surrounding the GEOPIER provides a greatly improved lateral support through Skin Friction.
The improvement in the lateral stress support is represented by the Mohr’s Circle Diagram below;
As can be seen, the initial state of stress is represented by the first circle where the Normal stress (σ1) is greater than the Lateral Stress (σ3). However, during the insertion and compaction of the GEOPIER (2nd Circle), the lateral stress is to increased Ko level, due to prestraining. Further buildup in lateral stresses elevates the lateral stresses allowing for a higher buildup in the normal stress.
Thus, the allowable load (Normal Stress) is substantially increased by the Rammed Aggregate Pier.
However, the load transfer mechanism is not as simple since a major share of the Normal Stress (load) is carried by the GEOPIER because of its relatively large stiffness compared to the surrounding soil matrix. The load is transferred to the GEOPIER and is carried through increased Skin Friction of the prestrained soil. The GEOPIER transfers most of the load to the surrounding prestrained soil in this manner. As a result, it does not have to penetrate through very poor soil. For this reason, the Ground Improvement can be very very shallow but still have increased load capacity.
A load test is always necessary to validate the design assumptions and determine the actual GEOPIER Modulus.
Because of the increased frictional stresses induced along the GEOPIER shaft due to prestraining and prestressing of the surrounding soil, the GEOPIER has considerable uplift resistance. This makes it a very cost effective Tension Anchor with the incorporation of tension steel within the GEOPIER.
The GEOPIER has considerable uplift capacity because the failure cone of the soil is more developed.
Due to the use of common base course aggregates, simple construction equipment and shallow depth of installation, the method is a cost effective substitute to deep Piles, heavy tamping or overexcavation and replacement with Engineered Fill.
5. DEEP GROUND IMPROVEMENT
Deep very loose or poor Granular and Clay Soils are normally improved with the use of Granular Piles (Stone Columns, Sand Piles, Vibroflotation Piles). Generically, the procedure consists of inserting a vibrating probe or a casing into the loose soil with or without the aid of water jetting.
The cavity formed by displacement methods are then filled up with granular soils (sands or gravels) incrementally and compacted in lifts. The granular material is dropped down through the center of the probe with a bottom flap valve or the probe has to be withdrawn and material dumped into the cavity.
Because granular materials respond well to vibratory excitation, a very dense columnar granular Pile is formed with some densification of the surrounding soil being achieved. However, the radius of influence is very limited. These granular piles act as vertical load support elements to transmit the loads to more competent ground by point bearing and partly by Skin Friction. In addition, they can enhance the shearing capacity of the soil mass by providing stiff shear zones of highly compacted material. The composite ground consisting of vertical granular pile elements and the surrounding soil matrix is able to resist shearing better than the ordinary unreinforced soil.
Stress sharing also occurs between the granular piles and the surrounding soil although to a limited degree. The granular piles are normally installed at closer spacings in a triangular pattern as this gives the most dense packing of the granular piles for a given area.1]
A major share of the load is taken up by the pile because of this higher stiffness as compared to the surrounding soil matrix due to stress concentration. Necessarily, the granular pile need to extend beyond the soft soil to a competent layer and therefore, the piles generally have to be deep. Thus, the load capacity is from the contribution of End Bearing and Skin Friction in much the same way as for conventional Piles. The granular piles confer additional advantages such as:
Reduced liquefaction potential as some densification occurs in the surrounding soils.
Reduced pore pressure buildup during earthquakes which reduce potential for liquefaction, as the granular pile act as vertical sand drains to relieve pore pressures.
Increased shearing capacity
Preconsolidation effects due to the vertical sand drain effect.
Generally, the granular piles differ only in materials used and the method of installation. The overall settlements is that of the composite ground and is calculated based on the area replacement ratio As and settlement reduction ratio. There has been good performance record for stone columns particularly in Japan during the Kobe Earthquake. Pier facilities on liquefiable ground that were reinforced by stone columns did not liquefy while the surrounding areas that were unreinforced, liquefied. The granular stone columns served as vents for the excess pore pressure, preventing buildup.
6. CONCLUSION
Mechanical Ground Improvement in order to be fully understood requires an intimate knowledge of soil behavior particularly as it refers to particulate soil mechanics. Properly applied, Mechanical Ground Improvement is a cost effective measure to employ in the improvement of marginal lands. The use of granular or Aggregate Piles also serve a double purpose. Aside from load support, the granular or aggregate pile body can serve as a vent to prevent the development of excess pore pressures. A new proprietary technology – Intermediate Rammed Aggregate Piers or GEOPIERS has been introduced to provide cost effective solutions to soft soil improvement and settlement control.
ABOUT THE AUTHOR
Emilio M. Morales, MSCE took up his masters degree at the Carnegie Institute of Technology, Carnegie -Mellon University, Pittsburgh, PA. USA in 1980. Formerly a Senior Lecturer of the Graduate Division, College of Engineering, University of the Philippines, Diliman, Quezon City. Presently, he is the Technical Manager of Philippine Geoanalytics, Inc. and was Chairman of the Cherry Hills Investigation Team (Joint PICE/ASEP).
He can be contacted at: Philippine Geoanalytics, Inc. PGA Technical Center #85 Kamuning Road, Quezon City. Telephone Nos. 929-33-54 Fax No. 929-33-53.
e-mail addresses: pgamain@pgatech.com.ph and emmorales@hotmail.com.
This paper is a review of the historical evolution of Electrokinetics to what it is today, a viable and effective technology for the remediation or treatment of pollutants in-situ and ex-situ. By far, Electrokinetics is one of the most cost effective treatment processes for numerous hazardous materials both organic and inorganic.
The objectives of this review are as follows:
To provide for a better understanding of the Electrokinetic process, its mechanisms including its advantages and limitations in one single paper.
To provide for a better understanding of its applicability with various ground contaminations and pollutants.
To gain a better understanding of how the Electrokinetic process can be further enhanced individually or in combination with other processes such as Hybrid systems.
To understand the interplay of Soil type, electrochemistry, materials, chemical additives, enhancers and REDOX reactions that drive the Electrokinetic process.
To determine areas for further research which further improve the process.
While the Review does not claim to provide for a very thorough or complete and authoritative report on the state of practice or the state of the Art, it is hoped that this work can be used as a starting or “ jumping off” point by the readers to gain at least a basic or fundamental understanding of the Electrokinetic process and move onwards. Work in this topic is Dynamic and various sources in the Internet can add to and update the body of knowledge already presented herein to augment research in this field.
2.0 INTRODUCTION
Electrokinetics (EK) is a process that separates and extracts heavy metals, radionuclides, and organic contaminants from saturated or unsaturated soils, sludge, and sediments. A low intensity direct current is applied across electrode pairs that have been implanted in the ground on each side of the contaminated soil mass. The electrical current causes Electroosmosis and ion migration (electromigration) and Electrophoresis, which move the aqueous phase contaminants in the subsurface from one electrode to the other. Contaminants in the aqueous phase or contaminants desorbed from the soil surface are transported towards respective electrodes depending on their charge.
The contaminants may then be extracted to a recovery system or deposited at the electrode. Surfactants and complexing agents can be used to increase solubility and assist in the movement of the contaminant. Also, reagents may be introduced at the electrodes to enhance contaminant removal rates [EPA].
The term “electrokinetics” (EK) refers to the introduction of an electrical gradient (as opposed to a hydraulic or pressure gradient) in the soil to mobilize or promote the migration of water and/or various chemical species towards the preferred electrode.
The procedure takes advantage of the electrically charged characteristics of the soil, its contaminants, the pH as well as the water. In the case of water, the bipolar orientation of the H2O molecule and its preferred orientation in the double layer enhance electrokinetic migration to the electrodes. In the process, breakdown products through hydrolysis of water are formed. The main EK mechanism in such a case is Electroosmosis and this phenomenon can occur whether the soil is coarse- grained sands or fine-grained clays.
In the case of chemical species in the subsurface, various mechanisms interact to promote movement or migration, but generally when these species are in ionic form in suspension.
Electrokinetics (EK) as a soil remediation technology is relatively young, having become an alternative procedure for the removal of toxic chemical species in ionic form in the soil (Lageman, R., Pool, W and Seffinga, G., 1989) in the late 1980’s.1]
Electrokinetics is based on the principle that when direct current (DC) is passed through contaminated soil, certain (negatively charged) types of contaminants will migrate through the soil pore water to a place where they can be removed.
The Electrokinetic Remediation (ER) process removes metals and organic contaminants from low permeability soil, mud, sludge, and marine dredging. ER uses electrochemical and electrokinetic processes to desorb, and then remove, metals and polar organics. This in situ soil processing technology is primarily a separation and removal technique for extracting contaminants from soils. [FRTR]
The demand for an alternative technology to replace costly “remove and treat” processes spurred the clamor for in-situ soil remediation as a cost effective method. This became popular, because of the need for “cleaner” technologies in the 1990’s. (Lageman, et. al. 1989) 1]
Numerous researches and field studies as well as practical applications have brought EK to the status of a practical and cost effective technology for the treatment of contaminated soils. However, much still has to be done to understand the mechanisms as a way to optimizing the processes involved as well as to address other issues to increase the efficiency of the Electrokinetic Process.
A typical schematic layout of the EK process is taken from Pack:
Much of the work gathered for this paper came from various published papers and from the “3rd Symposium and Status Report on Electrokinetic Remediation” (EREM 2001) sponsored by AGK (Angewandte Geologie Karlsruhe) Universitat Karlsruhe and the author’s additional sources such as the USEPA, GWRTC Website, and other Soil remediation websites
The author is particularly very thankful to Dr. Kurt Czurda and Mr. Roman Zorn for providing information on current researches and instrumentation set ups during the author’s brief stay at Universitat Karsruhe and to Dr. Dennes Bergado and Dr. Ulrich Glawe for their guidance and assistance in the preparation of this report.
3.0 HISTORICAL BACKGROUND
In 1808, Reuss observed the electrokinetic phenomena when a DC current was applied to a clay-water mixture. Water moved through the capillary towards the cathode under the electric field. When the electric potential was removed, the flow of water immediately stopped. Napier (1846) distinguished electroosmosis from electrolysis, and in 1861, Quincke found the electric potential difference through a membrane resulted from streaming potential. Helmholtz first treated electroosmotic phenomena analytically in 1879. A mathematical basis was provided. Pellat (1904) and Smoluchowski (1921) later modified it to apply to electrophoretic velocity. Out of this treatise of the subject the well known Helmholtz-Smoluchowski (H-S) theory was developed. The H-S theory deals with electroosmotic/electrophoretic velocity of a fluid of certain viscosity and dielectric constant through a surface-charged porous medium of zeta potential (), under an electric gradient. The H-S equation is as follows:
Cassagrande’s studies in stabilizing clays by Electroosmosis started in the early 1930’s. The introduction of an electrical gradient into the soil to stabilize it mainly by removal of the water has its beginnings 70 years ago.
Most of the studies during this early period were directed towards removal of water for soil stabilization and were generally concentrated on the dewatering of fine gravel soils by Electroosmosis. Research on this specific aspect is still continuing with the use of electro conductive elements on PVD drains, which are subjected to an electrical field.
Several Russian researchers used electromigration in prospecting for metals in the 1960’s. The early 1980’s showed marked interest in the exploration of EK Technologies for the removal of toxic chemical species in ionic form in the soil in Europe and the US. Lageman, Pool and Seffinga (1989) 1]
During this period, not all the mechanisms and electrochemical processes were fully understood, particularly insofar as the contribution of the cation exchange capacity of the soil (CEC) to the overall effectiveness of the EK Process. In addition, the various mechanisms have not yet been fully exploited.
Lageman, Pool and Seffinga (1989) 1] focused on the contribution of electromigration and patented the use of circulating electrolytes and the use of ion permeable wells to manage the Anolyte and catholyte. This encouraged further research resulting in the first commercial and successful application of in-situ electro remediation carried out by Geokinetics at the site of a wood impregnation plant to remove Arsenic (As).
This successful application encouraged further researches and field studies resulting in breakthroughs in the understanding of the various processes in EK for in-situ remediation of contaminated soils. While most of the early researches and field studies concentrated on the removal of inorganic pollutants in the soil, more particularly heavy metals, subsequent work were also done on organic pollutants (hydrocarbons) as existing technologies for removal of these contaminants were costly or very time consuming and sometimes stretched out for years instead of days or months. Today, research, field tests and actual applications have shown a dramatic increase as a result of various successes and also as a result of a clearer understanding of EK processes and how these can be further enhanced.
Further research is needed in hybrid systems as well as in making the EK process cost effective particularly directed towards reduction in electrical consumption and the quest for cheaper and more effective electrodes.
4.0 THE EK PROCESS AND ITS MECHANISMS
4.1 FUNDAMENTALS
Although EK can be applied to both coarse and fine grained soils, in the case of the former, the full potential of EK can not be completely mobilized and the beneficial effect is only confined to removal of water as in soil stabilization or preconsolidation. This is due to the absence of a double layer (the “Debye Layer”) in the soil structure as grain sizes are relatively large, thus, preventing the setup of electrical surface charges. These surface charges play a critical role in the remediation of fine-grained soils using electrokinetics EK Procedures.
In order to gain a full understanding of this phenomenon, we would have to review the soil microstructure and the presence of the double layer in fine-grained or Clay soil. The electrochemical processes induced by the introduction of an electrical field in the clay soil results in triggering various mechanisms, all promoting the mobilization of ionic contaminants as well as altering electrical charges in the soil. In addition, redox reactions take place in the electrolytes (Anolyte and Catholyte), which produces chemical changes that promote or inhibit the furtherance of the desired electrochemical reactions and the overall effectiveness of the EK process.
Basic Soil Mechanics points to the presence of an electrically charged clay soil microstructure with preferred charged orientations. The reason behind this is the occurrence of the clay soil particles as submicroscopic with very large surface area to volume (SA/V) ratio thus making electrochemical forces of attraction very significant.
Because of the dipolar nature of water (H2O), the water is captured as “adsorbed” and “absorbed” layers forming in a very simplistic characterization, what is known as a “double layer”.
Because of the critical importance that the double layer plays in the EK process, a detailed description is necessary for a fuller understanding of EK fundamentals since electrochemical reactions can only happen in electrochemically active interfaces having a double layer structure. Doering, F. and Doering, N. (2001) 3]
As described earlier, due to the submicroscopic size of the individual clay platelet, and its high surface area to volume ratio, the clay platelet is a charged particle with an orientation charge effectively making it an “electrode”.
This charged orientation in turn attracts the dipolar water particles with attractive forces that are significantly very strong near the clay platelet and decreases with increasing distance from it. Distance, in this context, being measured in Angstroms or Nanometers.
In the figure above, the attracted ions are assumed to approach the electrode surface and form a layer balancing the electrode charge, the distance of approach is assumed to be limited to the radius of the ion and a single sphere of solvation round each ion. The overall result is two layers of charge (the double layer) and a potential drop, which is confined to only this region (termed the outer Helmholtz Plane, OHP) in solution. The result is absolutely analogous to an electrical capacitor, which has two plates of charges separated by some distance (d) [from the “Electrochemistry Refresher” University of Bath].
The H2O molecule configuration allows it to be captured by the charged clay platelet with attractive forces varying inversely with distance from the core. The innermost layer of water is the hygroscopic water corresponding to the Inner Helmboltz Layer (IHL), surrounded by another layer of charged molecules, the solvation water or the Outer Helmboltz Layer (OHL). In between these layers is the Inner Helmholtz Plane (IHP). The transition layer between the IHL and the OHL is the transition layer to the main solution known as the diffuse layer. The next interface, between the diffuse layer and the OHL is the Outer Helmholtz Plane (OHP) where most of the electrochemical reactions take place. Doering, F. and Doering, N. (2001) 3]
Because of the charged orientation in this double layer, the individual clay structure is analogous to an electrode with polarization occurring naturally.
(Pamukcu 1997) 2] Various researchers have found out, that natural electric fields occur in soil in nature and Schlumberger coined this as “spontaneous polarization”. Doering, F. and Doering, N. (2001) 3]
This Spontaneous Polarization is brought about in natural soils due to the contribution of primary and secondary weathering products of rocks and various minerals. These weathering products essentially consist of metallic minerals such as Iron, Magnesium, manganese or Titanium compounds, carbonaceous materials and humic substances which possess electroconductive properties of varying degrees or intensity.
In Combination with the porewater, these leached out minerals and carbonates as well as other substances provide a clear electric path for the passage of current into the soil. It is this inherent electroconductive property of the combined soil water system, which contributes to the effectiveness of the EK process.
In turn, artificially introducing a direct DC or alternating voltage AC into the soil can further increase electrical fields. It has been found out that these Induced Polarizations (IP) can and do affect silicates, clays and other soil minerals in addition to rocks and metallic ores. (Doering, F. and Doering, N.) 3]
Electrochemical Remediation Technique (ECRT) was a natural follow-on to induced polarization techniques. The main difference being that ECRT required continuous uninterrupted application of DC current for a relatively longer period of time. The induced polarization is brought about by the introduction of physical electrodes into the soil, which causes the set up of a voltage gradient in the soil. However, the individual soil particles possessing Spontaneous Polarization (SP) and IP brought about by EK serves to increase the degree of polarization further. This IP effect causes the set up of oxidation and reduction (redox) processes in each of the individual clay particles or double layer structure.
Induced polarization (IP) causes ions to diffuse to or from the interface resulting in capture or release. The phenomenon is more complex than this; suffice it to say that IP causes changes in the electrical field that induces electrochemical reactions (redox) to occur. Doering, F. and Doering, N. (2001) 3]
Doering and Doering 3] identify the three sources of energy that sustain the electrochemical reactions. These are:
Spontaneous or provoked polarization occurring naturally in soils.
The DC fed into the soil by artific ial means.
Secondary current resulting from soil discharges by the double layer when further excited by an induced electric field.
A voltage range defines the distinction between electrochemical remediation process (ECRT) (where electrochemical synthesis and geo oxidation occurs) and electrokinetics EK or geokinetics (where mobilization of ionic species and mass transport occurs).
Whereas ECRT needs “low current density” applications to initiate electrochemical synthesis at low conductivity ranges of R=0.2 Ω to 10 Ω , higher current densities would be required in the range of R=0.2 Ω to > 40 Ω , in order to initiate mass transport.
At this range, which is the electrokinetic EK application field, immobile heavy metallic compounds can be electrochemically converted into compounds, which could be mobilized. Doering, F. and Doering, N. (2001) 3]
Doering and Doering 3] suggests the name for this process as “induced complexation” (IC) since the chemical transformation mainly covers the conversion of immobile heavy metal compounds into complexations which could be mobilized.
In the electrochemical cell, oxidation and reduction reactions take place at the anode and cathode respectively. These redox reactions take place at every soil interface resulting in electrolysis of the water. The electrolysis produces the oxidizing agent O2 and H2. This Electrochemical Geo-oxidation that results can successfully treat almost all organic pollutants. Doering, F. and Doering, N (2001) 3]
Electrokinetic remediation techniques use low voltage DC on the order of mA/cm2 of cross-sectional area between the electrodes or an electric potential difference on the order of a few volts per cm across electrodes placed in the ground in an open flow arrangement. The groundwater in the boreholes or an external supplied fluid is used as the conductive medium. Open flow arrangement at the electrodes allows ingress and egress of the processing fluid or of the pore fluid into and out of the porous medium. The low-level DC results in physico-chemical and hydrological changes in the soil mass leading to species transport in the porous media. The species input into the system at the electrodes (either by the electrolysis reactions or through the cycling of the processing fluid) and the species in the pore fluid will be transported across the porous media. This will be done by conduction phenomena in soils under electric voltage gradient fields, towards respective electrodes depending on their charge. Non-ionic species will be transported along with the electroosmosis-induced water flow. This transport, coupled with sorption, precipitation and dissolution reactions, comprise the fundamental mechanisms affecting the electrokinetic remediation process.
Extraction and removal are accomplished by several means including electrodeposition (electroplating at the electrode), precipitation or co-precipitation at the electrode, pumping of water near the electrode, or complexing with ion exchange resins Electrokinetics, Inc. (1994). Adsorption into the electrode may also be feasible because some ionic species will change valence near the electrode (depending on the soil pH) making them more likely to adsorb. Murdoch et. al. (1994) 4]
There are several variations of the basic electrokinetic remediation process or implementing strategies:
Electrokinetic bioremediation (or bioelectric remediation) for continuous treatment of groundwater of soil in situ utilizes either electroosmosis or electrochemical migration to initiate or enhance in situ bioremediation (Bioremediation In Situ Groundwater 18]).
Electrokinetically deployed oxidation (ElectroChemical GeoOxidation, ECGO19] and Electrochemical Oxidative Remediation of Groundwater 20]).
Electrokinetically deployed fixation (Fuel Oils, DNAPL’s & Solvents – EH/DPE 21] and Heavy Metals, Arsenic, Cyanide, etc.-Electrokinetic Remediation 22] ).
Periodically reversing the polarity of the field is intended to repeatedly pass contaminants through a degradation zone, while limiting the development of high or low pH conditions in the vicinities of electrodes and reducing fouling of electrodes by precipitation. This approach of in situ remediation is the essence of the “Lasagna” process, which will be discussed in detail later in this report.
Surfactants and complexing agents can be used to increase solubility and assist in the movement of the contaminants.
Reagents, such as metal catalysts (iron particles, etc.) may be introduced at the electrodes to enhance contaminant removal rates.
4.2 EK Mechanisms
The inherent electro conductive nature of soils particularly moist to wet soils (MC>10%) makes them conducive to EK Processes.
However, other than the spontaneous polarization naturally occurring in soils, the introduction of a direct current by artificial means introduces several mechanisms or phenomena in the soil. These, individually or working together, act to induce mobilization or mobilizes water and other species in solution, whether adsorbed or absorbed in the soil particles.
With the low voltage and low amperage, it is the discharge of electricity from the soil that causes the redox reactions in the soil matrix, in effect; the soil acts as a Capacitor.
The soil–ground water system or the sediment system can be considered as an electrochemical cell. Since the soil particles are already prepolarized by natural electric fields (i.e., spontaneous potential), each soil particle is composed of a part charged positively and a part charged negatively in effect becoming a “microelectrode”. In an electrochemical cell, reactions only occur at the electrodes and comprise anodic oxidation or cathodic reduction.
In soils however, in addition to the local electrode reactions, the complete system of redox-reactions takes place simultaneously at any and all soil particles. These render the soil particles to assume a neutral or nearly neutral pH value. The reaction partners for oxidation and reduction are simultaneously generated at the soil particles by water hydrolysis. Doering, F. and Doering, N. (2001)3] Empirical evidence indicates that reaction rates are inversely proportional to grain size, such that the ECRTs remediate faster in clays and silts than in sands and gravels
These mechanisms tend to free or release water or chemical species in solution, speed up the transport of pore water or create electrical gradients that induce diffusion or migration of water and other chemical species to the electrodes (Anode or Cathode). In addition, the resulting hydrolysis of water causes significant changes in the pH concentration in the electrodes. The traveling acidic front serves to further aid in releasing the adsorb ions in the soil further increasing the mobilizing effect.
Higher pH (Basic or Alkaline Solutions) is produced at the Cathode end and (the opposite condition) very low-to-low pH is generated at the anode.
The changes in pH at the electrodes tend to either enhance or degrade the effectiveness of the EK process depending on the contaminant specie being mobilized or immobilized. In the case of metals, precipitation may occur in the cathode, which would generally tend to reduce its electroconductivity but at the same time also enhance capture of metals by electroplating the cathode.
Thus, the addition of facilitating agents may or may not be required depending on the remediation objective. This will be discussed later.
The introduction of a Direct Current (DC) in the soil initiates the following phenomena:
Electroosmosis
Electromigration
Electrophoresis
The Diagram below taken from Pack show the foregoing EK induced processes:
4.2.1 Electroosmosis
Electroosmosis is the movement of liquid containing ions relative to a stationary charged surface. The motion is that of a liquid through a membrane (or plug or capillary) as a consequence of the application of an electric field across the membrane. Non-ionic species, both inorganic and organic, will also be transported along with the Electroosmosis induced water flow.
When an electric field is induced in a free draining or normally free draining soil even in the absence of initial pore pressure or hydraulic gradient, pore pressures developed in the soil due to the presence of nonuniformities in the local electric field intensity and or surface electrochemistry.
The electroosmotic phenomenon is caused by the accumulation of a net electric charge on the solid’s surface that is in contact with an electrolyte solution and the accumulation of counter ions in a thin liquid (double or Debye) layer next to the solid’s surface. Away from the solid’s surface, the electrolyte is neutral. In the presence of an external (driving) electric field, the counter ions in the Debye layer are attracted to the oppositely charged electrode and drag the liquid along. In other words, the electric field, through its effect on the counter ions, creates a body force that, in turn, induces fluid motion. The electric field intensity and surface (Zeta) potential are the driving parameters for Electroosmosis in a soil region.
When these non-uniform parameters vary in space, there is a non-uniform driving force [local fluid momentum] that must be balanced by a decrease or increase in local pore pressure. This can happen when the net pressure drop is zero and when there is no consolidation of the porous media. The magnitude of the pressure increases with increasing spatial non-uniformity in the driving force and with decreasing hydraulic conductivity.
Pamukcu (1997I 2] illustrated the Spiegler friction model (1958) and showed that electroosmotic water transport per unit electrical charge increases with increasing cation/water ratio in the system. Experimental evidence of this theory has been given by a number of researchers in past (Gray and Mitchell, 1967). An extension of H-S theory considers a portion of the electric current transported near the surface of or through the solid phase (Wiedemann, 1856). The resulting equation is often referred to as the current efficiency, time rate of volume of water flow per quantity of electricity, of the system:
Surface current is due to the ionic motion in the diffuse layer. In narrow capillaries with low ionic concentrations, thus thick diffuse layers, a disproportionate fraction of the current flows in this layer due to the low conductivity of the bulk fluid. Experimental evidence shows that current efficiency, Q/I, decreases with increasing ionic concentration in the bulk fluid (Wittle and Pamukcu, 1992).5] This can be explained readily from Equation (2) since and /are expected to decrease, and 0 to increase with increasing ionic concentration of the bulk fluid. The surface conductance also changes with ionic concentration. As the ionic concentration in the bulk liquid increases, the diffuse double layer shrinks toward the particle surface and the shear plane shifts away from the particle surface so that the majority of the charge is now compensated by the immobile Helmholtz layer. Therefore the charge density in the diffuse layer decreases giving rise to a lower surface conductivity, s. As a result of this lowered conductivity, a smaller portion of the current flows on the capillary surface. In contrast, in the presence of low ionic concentration, the diffuse double layer is swollen and much of the charge is compensated by the ions in the diffuse layer. Therefore, the capillary surface conductivity is high and so is the fraction of the current that is transported on the surface.
The significance of surface conductance in the prediction of electroosmotic flow as it relates to contaminant migration was investigated by Khan (1991). He proposed a modified theory of electroosmotic velocity of water through soil. In this theory, the ‘true electroosmotic’ flow is directly proportional to the current carried by the charged solid surfaces in soil. The soil is modeled as parallel resistances of the soil surface and pore fluid, and the zeta potential used in H-S theory is replaced by the surface potential, d, at the OHP (Outer Helmholtz Plane):
With uEO/Is shown to remain fairly constant for clays of different surface conductivity and also pore fluid electrolyte concentrations below 10-2 M, experimentally, equation (3) was further reduced to the following,
The modified theory basically emphasized that the surface conductivity of the porous compact medium is the most essential precondition for electroosmotic water flow, thus uncoupling it from the water drag component of the migrating ions in pore fluid of high ionic concentration. This theory is in agreement with Spiegler’s theory of water /cation ratio, as well as Gray and Mitchell (1967) approach of co-ion exclusion principle based on Donnan theory of membrane equilibrium (1924). Additional evidence to support this finding was presented by Pamukcu and Wittle (1992) 5] for a variety of ion species, where the ionic concentration effect on the measured current efficiency appeared to be most pronounced in clays with high anion retention capacity. At the same concentrations of dilute solutions of electrolytes, kaolinite clay with higher anion retention capacity (poor co-ion exclusion) showed consistently higher electroosmotic flow than montmorillonite clay with lower anion retention capacity (good co-ion exclusion). This observation suggested that the anionic dragging of water toward the anode diminished the net flow toward the cathode compartment in the montmorillonite clay. (Pamukcu 1997) 2]
Esrig showed that excess pore pressures (negative or positive) could be developed in an incompressible material during Electroosmosis if the voltage drop is non- linear even if the boundaries are freely drained.
Mise suggested that high negative pore pressures measured in free draining kaolinite were due to an imbalance in pH distribution in the soil.
4.2.2 Electromigration
Electromigration defines the movement of ions and ion complexes across the porous media. This occurs via conduction phenomena in soils under electric fields. The average mobility of the ions is approximately ten times greater than that of electroosmotic ability. Lageman, Pool and Seffinga (1989). 1] In electromigration, charged particles are transported through the substrate due to the presence of an electric gradient. The induced Movement resulting from electromigration is superimposed or coupled to the movement induced by Electroosmosis thus further complementing each other.
Pamukcu (1997)2] described Electromigration or ion- migration as the primary mechanism of electro remediation when the contaminants are ionic or surface charged. Speciation and precipitation are major factors in mobilization and transport of heavy metal constituents by ion-migration component of electrokinetics. The speciation is dependent upon a number of fairly well understood parameters including pH, redox potential, and ion concentration. These same factors influence the equilibrium conditions relating to both the soil and the contaminants. Charged ions moving toward the oppositely charged electrode relative to solution is called electromigration. In a dilute system or a porous medium with moderately concentrated aqueous solution of electrolytes, electro- migration of ions is the major cause of current conduction. Electromigration velocity measures ion movement in the pore water caused by electric field at infinite dilute solutions:
The direction and rate of movement of ionic specie will depend on its charge, both in magnitude and polarity.
Ions and polar molecules in the pore fluid migrate under an electric field. Under the electric field, cations (metal ions) move to the cathodes whereas anions move to anode at different mobilities influenced by the electric charge and physicochemical properties.(Pamukcu 1997) 2]
One of the more important aspects of electrokinetic soil processing is the migration of an acid front from the anode to the cathode during the treatment. When electrolysis of water takes place in the surface of electrode, hydrogen ions are produced at the anode and hydroxyl ions at the cathode.
At the electrodes, Electrolysis of water takes place as follows:
This electrolysis results in an acid front at the anode and an alkaline front at the cathode, respectively. The propagation of the acid and the base fronts promote the dissolution of metal ions near the anode and the precipitation of the metal ions near the Cathode. These conditions significantly affect the pH and ionic strength of pore water, the mobility and solubility of metal contaminants, and charge conditions of soil particles.
The variation of pH conditions in soils by electrolysis of water in the electrode compartment affects ionic strength of pore water and soil surface properties such as cation exchange capacity, magnitude and sign of the electrokinetic zeta potential.
Furthermore, speciation, mobility and solubility of contaminants are often varied with pH in soils during treatment, which may limit or enhance the treatment efficiencies.
Since electromigration is the movement of ionic contaminants and pore water towards the electrodes under electric field without convective movement, it is independent of the Permeability of soils and enables the removal of contaminants from all types of soil.
However, electromigration removes only ionic contaminants such as metal ions dissolved by organic acids and bases.
Electromigration is the key mechanism in removing inorganic contaminants, especially metal ions. (Kim, 1998).
4.2.3 Electrophoresis
Electrophoresis is the transport of charged colloids or solid particles under applied direct current DC electric field towards the electrodes as a result of their orientation with the electric field. Electrophoresis acts oppositely of Electroosmosis as the charge particle moves relative to a stationary fluid.
Charged particles including microorganisms (bacteria) may be affected by two processes: EO encourages the movement of the cells towards the cathode while EP will move negatively charged cells towards the anode. Movement is therefore determined by the surface charge characteristics of the Bacteria strain and the direction of bacteria movement is manipulated by altering the electrical field. (Oxford University CE Publication on the Web).
In a compact system of porous plug, electrophoresis should be of less importance since the solid phase is restrained from movement. In some cases, however, electrophoresis of clay colloids may play a role in decontamination if the migrating colloids have the chemical species of interest adsorbed on them. An important contribution of electrophoretic movement to
contaminant transport may be when the contaminants are in the form of colloidal electrolytes or ionic micelles. Colloids are made up of ionizable groups attached to large organic molecules, macromolecules, and aggregates of ions. Ionic micelles or colloidal electrolytes also develop electric double layers about themselves. If the particle conductivity is the same as the surrounding liquid and the electrokinetic potential is low (< 25 mV), then the particle mobility can be described by the Smoluchowski equation. For larger values of electrokinetic potential the effects of electrophoretic retardation and relaxation should be considered, similar to the consideration in electrolyte solution. (Pamucku and Wittle, 1992) 5]
4.3 Factors Affecting Electrokinetic Technology
4.3.1 General
Electromigration rates in the subsurface depend upon grain size, ionic mobility, contamination concentration, total ionic concentration, and significantly upon the soil pore water current density and pH. The process efficiency is not as dependent on the fluid permeability of soil as it is on the pore water electrical conductivity and path length through the soil, both of which are a function of the soil moisture content (Wallmann, P.C. 1994) 6]
The direction and quantity of the contaminant movement is influenced by the contaminant concentration (anions versus cations), soil type and structure, pH, interfacial chemistry, and current density of the soil pore water. Electrokinetic remediation is possible in saturated and unsaturated soils. Experimental results indicate that there is a minimum moisture content at which electromigration can take place, which is related to, and can be estimated from, the residual moisture content of a soil, also called “immobile water.” The soil moisture content must be high enough to allow electromigration, but for optimum results, should likely be less than saturation, to avoid the competing effects of tortuosity and pore water content. The direction and rate of movement of an ionic species will depend on its charge, both in magnitude and polarity, as well as the magnitude of the electroosmosis-induced flow velocity. When electroosmosis processes are operative, non-ionic species will be transported along with the induced water flow (Wallmann, P.C. 1994) 6]
The efficiency of extraction relies upon several factors such as the type of species, their solubility in the specific soil, their electrical charge, their concentration relative to other species, their location and form in the soil, and availability of organic matter in the soil. (Electrokinetics, Inc. 1994 23] and LasagnaTM Public-Private Partnership, 1996 24]).
Electrokinetics is applicable in zones of low hydraulic conductivity, particularly with high clay content. The technology is most efficient when the Cation Exchange Capacity (CEC) and the salinity are low.
During electrokinetic treatment, electrolysis results in the formation of H+ and OH-. These migrate toward one another by electrokinetic processes. As these two fronts meet, a rapid transition from low to high pH occurs, creating a region of minimum solubility of metals. These sharp discontinuities in pH induced within the soil mass by electrokinetics could result in a deposition front where minerals are precipitated in soil pores, markedly reducing permeability and inhibiting recovery. This can be prevented by flushing the cathode with water or a dilute acid to arrest the migration of the OH- front into the soil (Cox, et al 1996) 7]
4.3.2 Data Needs and Site Applicability
The EK technology can be deployed in one of the following ways (Geokinetics 1997):
In-situ Remediation- Electrodes are placed directly in the ground and contamination is recovered with minimal disturbance to the site.
Batch Operation- Contaminated media is transported to a batch facility and treated ex- situ.
EK Ring Fence- a chain of electrodes is deployed in-situ to recover ionic contamination from groundwater as it flows past the electrodes.
Use with PEREBAR- EK when used with Permeable Reactive Barriers can enhance the removal efficiency of the PEREBAR by selectively removing contaminants or chemical species, which could otherwise precipitate or clog the reactive barriers.
The Table below taken from ITRC Website lists the data requirements needed to determine applicability of the EK process:
4.3.3 Enhancing the EK Process
In some instances, it would be desirable to enhance the process with the use of water, bio nutrients, surfactants, additives and ion exchange columns and reactive barriers etc., as well as Electrodialytic processes in order to enhance the desired results. Several experiments in the laboratory as well as in the field have been performed for this purpose.
USE of SURFACTANTS
Surfactants are used in order to “condition” or enhance the solubility and mobility of organics in the soil. In a research described by Mansour, et. al., a Hybrid experiment was conducted combining the use of conditioning agents, ion exchange textiles and chelating agents in combination with EK.
In this hybrid experiment, the target contaminants are Lead (Pb), Nickel (Ni) and Phenantrene, which is a polyaromatic Hydrocarbon (PAH). Water is added at the anodic well continuously throughout the experiment and surfactant was added continuously at certain stages also at the anode side. The chelating agent EDTA was added at the Cathode end.
The results of this experiment showed that where the surfactant as well as the EDTA was added, the recovery rate was highest which was in a cell (C6).
The removal rates were remarkable as follows:
Lead Pb 85 %
Nickel Ni 84%
Phenantrene 74%
It was also shown in the experiments that:
Use of EDTA decreased the electrical resistance of the soil.
Sequenced Application of EDTA and then the surfactant was the most effective procedure.
Introduction of the surfactant at the onset of the test increased the soil’s electrical resistance.
USE of BIOSURFACTANTS
In another experiment conducted by Electorowicz, et. al. (1994)8] biosurfactants were used in order to increase the solubility of PAH’s into the aqueous phase from clayey soil without the introduction of hazardous contaminants.
Biosurfactants are introduced into the soil in order to solubilize the organics from the soil and cause it’s desorption. Bacteria tend to increase the solubilization of organic compounds, which in turn are attacked, by the bacteria for its metabolism. Bacteria produce rhamnolipids and fatty acids, called Biosurfactants that change the surface tension of the pore liquid and form micelles with organic contaminants (Francy, et. al. 1991). 9]
These micelles exhibit increased “bioavailability” and are more easily transported through the soil. However, the natural production of Biosurfactants in clay is very limited (Electorowicz 1999), 8] thus a means of introducing additional biosurfactants into the soil through external means would be highly desirable to increase the bioavailability and attack of organic compounds. It was thought that the negatively charged biosurfactants could be transported through the clayey soils through electrokinetics means.
The ensuing experiment (Electorowicz et. al. 1994) 8] showed the effectiveness of the addition of biosurfactants to enhance the mobility and solubility of the Phenantrene and its successful removal to about 80% level in the soil.
USE with PEREBAR
Permeable Reactive Barriers (PEREBAR) have been used independently before to intercept contaminated Groundwater flow in order for the Contaminated groundwater to flow through the permeable barrier material. The reactive barrier usually consists of granulated iron particles. In the process, the elemental iron (Fe) acts as a reducing agent, which reacts with chlorinated hydrocarbons. The redox reaction with iron generates a ferrous ion and two electrons are freed in the process.
Chemical reduction using iron is applicable to the removal of heavy metals.
However, in most instances, fouling up or clogging of the reactive barriers happen, rendering it inefficient due to formation of precipitates.
In order to remedy this, EK is introduced upstream of the PEREBAR in order to reduce the amount of groundwater contaminants and also by increasing the mobility of the groundwater through fine grained soils by the presence of an Electric gradient and activating the EK mechanisms EO, EP and EM to occur.
Thus, the overall process is enhanced with the introduction of EK techniques.
5.0 THE EFFECT OF pH on the PROCESS
5.1 Water Hydrolysis
When electric current is passed through a solution, the hydrolysis of water is initiated. This results in half reactions to occur at the electrodes (either oxidation or reduction) resulting in a change in pH. (Lageman et.al. 1989) 1]
However, in the soil particles, full redox reactions take place resulting in a neutral pH level once the full redox reactions take place.
The electrolysis reactions, caused by the electric current passing through the soil and solution, occurring at the electrodes generate an acidic medium at the anode and an alkaline medium at the Cathode. The H+ ion generated at the anode advances through the soil towards the Cathode by electromigration, electroosmosis and electrophoresis.
The rate of migration from the Anode to the Cathode is slowed down through the soil and therefore more rapid localized evolution of acids and bases at the Anolyte and Catholyte occur in time with the process. This generates high pH values (alkaline) at the Cathode and low pH values (Acidic) at the Anode. Generally, H+ exhibit a higher affinity to the soil than heavy metal ions, thus metal ions are exchanged by the soil with the H+ ion thereby releasing metals in solution which can travel through EK induced mechanism (ACAR et.al 1993). 10]
The reduction reaction at the Cathode (Jy, et.al.) zone hydrolyses water to form H2 and OH- during electrolytic dissociation. The H+ and OH- ions generated from the electrolytic dissociation are moved across the fluid within particles toward either anode or cathode (Reed 1998). 11]
Because of the electrical gradient induced by the passage of current through the electrodes, the Hydronium ion (H30+) evolved in the anode advances towards the Cathode. This results in the advance of an acidic front. Likewise, hydroxyl ions OH- are generated at the Cathode, which migrates towards the anode as a front. An abrupt change in the pH results when these two fronts collide.
The Acid front moves faster than the Basic front because of the higher mobility of the H+ compared to the OH- and because the direction of electroosmotic flow is towards the Cathode. After a while, the soil becomes generally more Acidic throughout its volume except very near the Cathode influence zone except when the soil is buffered or generally Alkaline or if Reactive electrodes inhibit the acidification of the Anolyte. (Page and Page, 2002)12]
When the two fronts collide within the soil mass, water is formed and a sharp change in pH is experienced which affects the solubility and adsorption of the contaminants. (Page and Page, 2002). 12]
In the case of the use of inert (as opposed to reactive metal) electrodes, pH tends to increase in the electrodes and decrease in the anodes.
However, when reactive metal electrodes are used in the anode and as observed by Doering, the steel in the anode is serving as a sacrificial anode and is subject to oxidation and water electrolysis. Water electrolysis unsuccessfully competes with the oxidation of the steel. Thus, electrolysis is stopped and pH change does not occur at the anode.
On the other hand, the use of steel electrodes for the cathode allows electrolysis to occur resulting in an increase in pH.
As will be discussed later, the choice of electrodes and pH control would be important considerations in the conduct of the EK Remediation.
5.2 Generation of the Acid Front
Generation and significant changes in the pH brought about by electrolysis of water significantly affects the contaminant removal process. Because of its faster rate of propagation or travel relative to the Basic front through the soil, the acid front affects the surface charge characteristics of the clays cation retention capacity (CEC).
This creates temporarily a highly acidic condition generally which serves to desorbs metal species in the soil.
The CEC of the clay decrease in a low pH environment and create suitable environments for the metal ions to remain in solution (desorption) in the bulk pore liquid so that they can be extracted more easily (Ricart et.al. 2001). 13] However, the generation of OH- in the Cathode increases the likelihood of precipitation of ionic species, reducing the efficiency of the Cathode and the electrokinetic process in general.
The pH condition may affect different metals in different ways; metal cations such as Zn2+ and oxy-anions under alkaline conditions (ZNO2 2-) are stable under acidic conditions. (Page and Page, 2002) 12]
This points to the critical importance and attention that needs to be paid to pH generation and its control or non-control during the EK process.
Thus, pH as well as the contaminant type has a greater influence on the removal process rather than electroosmotic flow.
5.3 Effects of pH on Electrode Efficiency
The pH condition at the Electrodes has a marked effect on Electrode efficiencies. As earlier discussed, high conditions occur at the Cathode encouraging precipitation of Carbonates as well as electroplating or deposition of metals on the electrode surface. This precipitation and electroplating both tend to degrade the electroconductivity of the Cathode thus directly affecting the EK process. However, this by itself is not totally objectionable, particularly if the objective is to recover precious metals in suspension (electromining) and if the electrode material is inexpensive and is easily replaceable.
Conditioning of the electrode reservoirs has been used by Reed et al (1995) 11] in order to improve performance.
This condition on pH intervention was demonstrated in an experiment conducted by (Ricart et.al. 2001). 13] On sludge subjected to EK process. The pH in the Cathode was adjusted to 2 with concentrated HN03. This prevented the increase in pH in the sludge being treated and permitted the abundant migration of H+ ions from anode to cathode. This resulted in reduction of the pH in the sludge from 7.3 to 4 in 8 days. The anode pH further dropped down to 1.0. The electrical resistance was significantly reduced and current intensity subsequently was increasing continuously. This was due to the abundance of ions in the sludge, which came from the H+ ions and elements dissolved from the sludge.
In general, extraction efficiency or dissolution of metals from mineral solids is enhanced significantly by acid attack advancing through the soil in addition to the corollary increase in current intensity and acid reduction in electrical resistance which could among others work to reduce electricity consumption. A noticeable drop in conductivity has been attributed by (Cambefort and Caron, 1961) as being due to a Sharp pH jump at the region very near the cathode and also due to the precipitation of heavy metal ion contaminants.
5.4 Changing or Maintaining pH Values
Control of pH during the EK process therefore influences the direction of the remediation process in the following ways:
5.4.1 No Control of pH
Allowing the Electrolysis (redox reactions)) to occur without intervention or control of pH results in the generation of acid and basic fronts which eventually collide within the electric field. The soils essentially remain neutral in pH and undergo complete oxidation and reduction processes. The Anolyte becomes very acidic and the Catholyte produces a highly basic solution.
The high pH at the Cathode encourages precipitation of Calcium (Ca) and other heavy metals in the Cathode. This action produces the following results, which may or may not be the desired or objective result:
⦁ Electroplating of the Cathode with metals. (Sometimes desirable as in Electromining)
⦁ Precipitation of calcium and other carbonates in the Cathode region reduces its electroconductivity retarding the EK process and resulting in very high current consumption.
The advancing acidic front in turn (and as earlier indicated) causes the dissolution and desorption of metals and its release into the solution. The acidification of the soils enhances the desorption of the metal from the soil by exchange of metal ion for hydrogen ion.
In some instances, desorption of some metals in the soil is not desirable particularly if these are stable in their original natural state and hence an acid front generated may not be desirable. This is particularly true when only organic pollutant and not stable metal species are targeted for removal.
If the only intended objective in inducing an electric field in the soil is to remove water by an electrical gradient, the rapid advance of the acidic front which causes precipitation at the Cathode can be avoided by “Toggling” or cyclic reversal of polarities between the Anode and the Cathode. Whereas, water is still free to migrate due to the electrical gradient, the acid front is controlled preventing foul up of the Cathode.
5.4.2 pH Control at the Anode
Anolyte – Maintaining the Anolyte pH level to very low values increases the generation of H+ ions thus aggressively generating an advancing acidic front. This is conducive to releasing and recovering metal contaminants from the soil. The abundance of electrons also facilitates electroconductivity and allows current to pass more easily in the field.
On the other hand, the use of a highly reactive metal (steel) in the anode prevents the generation of H+ and thus retards the advance of an acidic front.
This means of controlling the acidic front can be used to immobilize the desorption of metals which are sometimes better left in place allowing only organic pollutants to be removed by EK.
6.0 APPLICATIONS OF THE ELECTROKINETIC PROCESS
6.1 Fields of Application
In his paper, Pamukcu, 1997 2] discussed the research in electrochemical treatment for the purpose of restoring contaminated subsurface which has accelerated in the past two decades. Some of the currently researched methods of electrochemical treatment (Marks et al., 1994, 1995; Ho et al., 1995; Yeung, 1990; Mitchell and Yeung, 1991; Hansen, 1995; Pamukcu et al., 1997; Haran et al., 1995). Have been termed as:
Electro-kinetic extraction;
Electro-kinetic barriers;
Electro-bioremediation;
Electro-stabilization (injection);
Electro-containment
Electrokinetics had been used to induce dewatering of soils through Electroosmosis. Shang, (2000) 14] conducted Laboratory Tests on mine tailings and also on marine clays. The effectiveness of EK Induced Electroosmosis was clearly apparent in these experiments. Electrokinetics have also been employed successfully for consolidation of clays by providing electroconductive geosynthetics to induce dewatering through Electroosmosis (Jones, et. al. 2002) 15] (Karunarathe, et. al. 2002) 16]
The electroosmotic water flow was found out to be greater than what would have resulted under normal consolidation methods. This consolidation was also accompanied by significant increases in shear strength of the treated zone.
The earlier work focused on utilizing the technique for soil densification as an aid in containment facilities Later, others studied the effects of electrolysis on soil chemistry and the use of electrokinetics to contaminant removal from soil The feasibility and cost effectiveness of the contaminant extraction technique have been demonstrated through numerous laboratory studies and some pilot scale studies.
Banarjee and co-workers (1987) published a field feasibility study for the potential application of electrokinetics for chromium removal from subsurface. Acar and coworkers (1989) realized the importance of pH gradients generated from anode through cathode by the process. In the same year, Lageman and co-workers (Lageman et al., 1989) 1] attempted to utilize pH gradient by controlling the chemical environment around the electrodes. Pamukcu et al. (1991) 2] presented the effects of speciation and precipitation on the efficiency of electrokinetic transport of zinc through soil. Other lab studies further substantiated the applicability of the technique to a wide range of contaminants in soils. Among the contaminants which have been shown to react to electrochemical treatment in the laboratory and a few in the field, are non-aqueous phase liquids such as chlorinated hydrocarbons, mononuclear aromatic hydrocarbons (MAHs), polynuclear aromatic hydrocarbons (PAHs), phenols, sulfurous, nitrogenous compounds and, of course, metals. Ho and co-workers (1995) presented an integrated method of soil restoration method that relies on electrochemical technology. Current field demonstration results of this technology, also known as Lasagna; Soil Remediation, are available from US Department of Energy (1996).25]
Past experience with electrochemical treatment of contaminated porous media has shown that the process is most effective when the transported substances are ionic, surface charged or in the form of small micelles with little drag resistance. This is analogous to soil washing whereby the contaminant is extracted from the soil and subsequently collected in aqueous phase in a collection well or deposited at the electrode site. The alkali metals and alkali earth metals such as Na, K, Cs and Sr, Ca tend to remain ionic under a wide range of pH and redox potential values. Therefore they are expected to electromigrate and are extracted from soil readily unless they become preferentially sorbed onto solid surfaces and clay interstices. Under ideal conditions, the predominant cation and its accompanying anion may be caused to separate efficiently by electromigration only, for which little or no electroosmotic water advection may be necessary. Small anions such as chloride and thiosulfate are so mobile that they can migrate toward the anode despite a strong electroosmotic flow toward cathode (Weinberger, 1997). Pamukcu et al. (1991) 2]
When extraction may become ineffective or infeasible, electrochemistry may still be useful to stabilize and/or contain certain groups of metals and some organic compounds in the ground. In conjunction with environmental restoration, stabilization is defined as fixing the toxic substance in place thereby rendering it less likely to move elsewhere under ambient hydro geological conditions. Electrochemical stabilization can be accomplished by delivering an appropriate oxidizing or reducing agent to the contaminant in the soil that subsequently will: (i) degrade the contaminant; or (ii) change it to a non-toxic or immobile species; or (iii) enhance stable sorption and incorporation of the contaminant into the clay minerals. Zero- valent iron enhanced degradation of TCE and Fe (II) degradation of toxic Cr (VI) to less toxic and less mobile Cr (III) are examples of such processes Pamukcu et al. (1991) 2]
Containment may be defined as causing controlled accumulation of the toxic substance by sorption in a small volume of substrate. Electrochemical containment may be accomplished by causing the electro-migration or electroosmotic transport of the contaminants to reactive permeable barriers strategically situated between the electrodes, where they are attenuated and the filtered water is allowed to pass through (Hansen, 1995; Weeks and Pamukcu, 1996). In actual field applications, such permeable structures could be installed at various positions throughout a contaminated site serving as primary and secondary treatment locations. Such structures are referred to as “reactive permeable barriers” (Rael et. al., 1995; Blowes et al., 1995). The basic idea behind these reactive barriers is to allow the flow to advance the contaminant plume through an in-situ structure containing a substance that will react with the contaminant. When a directed flow of contaminants by electroosmosis or electromigration enter a permeable bed of sorbents material situated in the path of the flow, the water may be filtered sufficiently depending on the rate of flow through the bed as well as the attenuation characteristics of the bed. Pamukcu et al. (1991) 2]
6.2 Technology Performances and Case Studies
The Section was directly taken in part from a 1997 State of the Practice report by the GWRTAC (Groundwater Remediation Technologies Analysis Center.) insofar as commercially available technologies are concerned. Additional updates on the emerging technology have been added by the author and embedded into the report to make this relatively more complete or updated.
“Due to the specialized nature of electrokinetic remediation, as well as its innovative status, relatively few commercial vendors apply the technology. Therefore, in this section of the report, several trademarked or patented commercial electrokinetic processes are described, as well as additional extended uses of electrokinetics, such as electrokinetic bioremediation and oxidation, and electro-heating to enhance technologies such as vapor extraction, and others. This information is provided for informational purposes only.”
6.2.1 Electro-KleanTM Electrical Separation
Electro-KleanTM is a process available through Electrokinetics Incorporated of Baton Rouge, Louisiana. The process removes or captures heavy metals, radionuclides, and selected volatile organic contaminants from saturated and unsaturated sands, silts, fine-grained clays, and sediments. It can be applied in situ or ex situ. Electrodes are placed on each side of the contaminated soil mass, and direct current is applied. Conditioning fluids such as suitable acids may be added or circulated at the electrodes to enhance the process electrochemistry. The concurrent mobility of the ions and pore fluid decontaminates the soil mass, as the contaminants migrate to the electrodes. Contaminants are separated on the electrodes or separated in a post-treatment unit (Electrokinetics, Inc.).
Electro-Klean extracts heavy metals, radionuclides, and other inorganic contaminants, and can reduce their concentration to below their solubility limit. Treatment efficiency depends on the specific chemicals, their concentration, and the buffering capacity of the soil. The technique proved 85 to 95% efficient for removing phenol at concentrations of 500 ppm. In addition, the removal efficiency for lead, chromium, cadmium, and uranium at levels up to 2,000 mg/kg, ranged between 75 and 95%.
6.2.2 Electrokinetic Bioremediation
Electrokinetic bioremediation technology is designed to activate dormant microbial populations by use of selected nutrients to promote growth, reproduction, and metabolism of the microorganisms capable of transforming organic contaminants. The bioelectric technology directs the nutrients to the organic pollutant. Normally there is no requirement to add microorganisms (Electrokinetics, Inc.).
The economics of this process are favorable because external microbial populations are not required, and nutrients can be uniformly dispersed over the contaminated volume of soil or directed at a specific location, thus reducing nutrient costs. This process may be extremely valuable because it avoids the problems associated with transport of microorganisms through fine- grained soils.
Electrokinetic bioremediation (or bioelectric remediation) technology for continuous treatment of groundwater or soil in situ utilizes either electroosmosis or electrochemical migration to initiate or enhance in situ bioremediation.
Electroosmosis is the dominant process where a direct current can produce an accelerated flow of groundwater in the soil strata. Electroosmosis flow develops more easily in sands, sandy silts or sandy clays. Biological growth factors, including microbial populations, surfactants, and inorganic and organic nutrients, can be moved and often directed into the soil/groundwater matrix. Electroosmosis in this case can be used to accelerate the natural groundwater movement and increase the efficiency of the biodegradation process by the addition of the biological agent into the coarse soils. The flow in coarse-grained soils, however, will tend to follow natural fissures or high permeability lenses and not be uniform throughout the bed. Thus the possibility exists that organic pollutants present in lower permeability areas may not be remediated.
Electrochemical or ion migration is the dominant process in stiff silty clays and mixed clays. Under these conditions, electroosmosis has limited or no effect on groundwater movement. With electrochemical migration, the electrical field will move more uniformly through the soil and ions will readily pass through the small pores in the clay. Natural biological populations tend to exist around organic pollutant spills in soils. Complex organic compounds, however, are not prime energy sources for microbial populations and biodegradation will not flourish until sufficient food, nutrients, and electron acceptors are available to initiate growth and reduce the organic pollutant concentration. The electrical field in this case spreads charged soluble inorganic and some simple organic nutrients uniformly through the site and directs these nutrients to the spatial locations where the food source (e.g., hydrocarbon pollutant) is located.
Limitations of the process include the following:
The concentration of the organic pollutant may be above the toxic threshold limit of the microbial population.
The bioremediation of mixed organic pollutants may produce by-products, which are toxic to the microorganisms, thereby inhibiting the biodegradation process.
6.2.3 Electrochemical GeoOxidation (ECGO)
ElectroChemical GeoOxidation (ECGO) is a patented in situ technology available from ManTech International Corporation (a license of Geotechnologies of Germany) that remediate soil and water contaminated with organic and inorganic compounds. The ECGO in situ works by applying an electrical current to probes driven into the ground. The process utilizes induced electric currents to create oxidation-reduction reactions, which lead to the mineralization of organic constituents (or the immobilization of inorganic constituents) present in a volume of soil and groundwater between the electrode locations (ElectroChemical GeoOxidation, ECGO 19]).
ECGO relies on the induced polarization of naturally occurring conducting surfaces in soil and rock particles. These conducting surfaces are composed of elements such as iron, magnesium, titanium and elemental carbon. Heavy metal impurities that are also naturally occurring further contribute to the process by acting as catalysts for the redox reactions.
Depending on the site conditions, accessibility, and targeted constituents, the ECGO process may take 60 to 120 days.
6.2.4 Electrochemical Oxidative Remediation of Groundwater
Under contract from the Air Force Armstrong Laboratory at Tyndall Air Force Base, SRI International, a non-profit organization with its headquarter in Silicon Valley, California, is developing an innovative technology for groundwater remediation that uses a permeable electrochemical oxidation reactor (PEOR) that is part of an engineered system placed within an aquifer. A stand- alone wall system comprised of porous carbon electrodes and an iron-based catalyst is being designed for installation in the path of a contaminant plume. Utilizing the natural hydraulic gradient, groundwater flows into the permeable wall, where the electrodes are used to generate hydrogen peroxide, which decomposes to hydroxyl radicals in a reaction catalyzed by the iron-based catalyst. The hydroxyl radicals oxidize the organic contaminants in situ, and purified water flows out of the wall into the aquifer. The technology is suited for active pumping or passive groundwater flow. It combines the advantages of an advanced oxidation process with the ability of electrochemical methods to generate oxidants in situ at a controllable rate (Electrochemical Oxidative Remediation of Groundwater, 1997 20]).
6.2.5 Electrochemical Ion Exchange (EIX)
Geokinetics International Incorporated, (GII), a joint venture of five separate companies, uses a combination of electrokinetics and above ground Electrochemical Ion exchangers (EIX’s) to remove ionic contamination from environmental media (Complementary Technologies – Electrochemical Ion eXchange 26] ).
A series of electrodes are placed in porous casings, which are supplied with circulating electrolytes. Ionic contamination is captured in these electrolytes and pumped to the surface where the recovered solution is passed through the electrochemical ion exchanger, which selectively recovers the contaminants allowing the reuse of some of the contaminants.
Because cleaning effluents containing low levels of contamination can be difficult and expensive, EIX can isolate and recover heavy metals, halides, and certain organic species. Typically, inflow concentrations of target species in the range 10 to 500 ppm can be reduced to less than 1 ppm.
Decontamination costs are expected to be in the range of $200 to $325 per cubic meter ($150 to $250 per cubic yard).
6.2.6 ElectrosorbTM
The ElectrosorbTM technology of Isotron Corporation (New Orleans, Louisiana) uses cylindrical electrode assemblies where the electrode is coated with Isotron’s IsolockTM polymer material. The polymer is impregnated with pH-regulating chemicals to prevent fluctuations in pH. The electrodes are placed in boreholes in the soil and a direct current is applied. Under the influence of the current, ions migrate through the pore water to an electrode, where they are trapped in the polymer matrix. If desired, the polymer can also contain ion exchange resins or other sorbents that can trap and hold ions before they reach the electrode. The electrode assemblies and equipment needed for the operation are all commercially available (Department of Energy 1995 27] and ISOTRON Products and Services 1996 28] ).
6.3 LasagnaTM Process
6.3.1 LasagnaTM Public-Private Partnership
In early 1994, the U.S. Environmental Protection Agency (EPA) signed a Cooperative Research and Development Agreement with a private consortium, consisting of Monsanto, DuPont, and General Electric to jointly develop an integrated in situ remedial technology. In early 1995, with significant funding by the Department of Energy (DOE), the work group initiated a field experiment.
General roles of partnership members are (RTDF LasagnaTM Partnership – Remediation Technology Development Forum, 1996 29]):
DuPont: Anaerobic biodegradation and vertical zone installation;
General Electric: Electrokinetic and physiochemical treatment;
The LasagnaTM process so named because of its treatment layers combines electroosmosis with treatment zones that are installed directly in the contaminated soils to form an integrated in situ remedial process. Electroosmosis is well known for its effectiveness in moving water uniformly through low-permeability soils at very low power consumption. Electrokinetics is used to move contaminants in soil pore water into vertically or horizontally oriented treatment zones where the contaminants can be captured or decomposed. Conceptually, the LasagnaTM process would be used to treat inorganic and organic contaminants, as well as mixed wastes.
Major features of the technology are (U.S. Department of Energy – LasagnaTM Soil Remediation 1996 25]):
Electrodes energized by direct current cause water and soluble contaminants to move into or through treatment layers, and heat the soil;
Treatment zones contain reagents that decompose the soluble organic contaminants or absorb contaminants for immobilization or subsequent removal or disposal;
A water management system recycles the water that accumulates at the cathode (high pH) back to the anode (low pH) for acid-base neutralization. Alternatively, electrode polarity can be periodically reversed to reverse electro-osmotic flow and neutralize pH.
The orientation of the electrodes and the treatment zones depends on the site/contaminant characteristics. In general, a vertical configuration is probably applicable to shallow contamination (within 15 meters [50 feet] of the ground surface), whereas a horizontal configuration, using hydraulic fracturing or related methods, is capable of treating much deeper contamination (U.S. Environmental Protection Agency 1996 – LasagnaTM Public-Private Partnership 24]).
6.3.3 Technology Status
Phase I – Vertical Field Test at the DOE Paducah Gaseous Diffusion Plant (PGDP) in Kentucky focused on in situ TCE (trichloroethylene) remediation. The test operated for 120 days and was completed in May 1995. The zone to be remediated measured 4.5 meters wide by 3 meters across and 4.5 meters deep (15 ft by 10 ft by 15 ft deep). The average contamination was 83.2 ppm, and the highest TCE concentrations (200 to 300 ppm) were found 3.5 to 4.5 meters (12 to 18 feet) below surface.
About 4% of the total TCE was lost through evaporation. Soil samples taken throughout the test site before and after the test indicate a 98% removal of TCE from a tight clay soil (hydraulic conductivity <10-7 cm/sec), with some samples showing greater than 99% removal.
TCE soil levels were reduced from the 100 to 500 ppm range to an average concentration of 1 ppm.
DNAPL (dense non-aqueous phase liquid) locations were cleaned to 1-ppm levels except for a 4.5 meter deep sample that was reduced to 17.4 ppm. Because treatment zones were only 4.5 meters deep, diffusion from untreated deep zones may have contributed to the 17.4 ppm result.
Phase II – Vertical Field Test, also conducted at the DOE PGDP, will modify the Phase I configuration by using zero-valent iron in the treatment zones chemically reduce TCE to non-toxic end products. The zone being remediated measures 6 meters wide by 9 meters across and 13.5 meters deep (20 ft by 30 ft by 45 ft deep). This is approximately 20 times more soil (1,360 tonnes, or 1,500 tons) than was treated in Phase I. Phase II is to help resolve scale-up questions, substantiate technology cost estimates, and evaluate the performance of zero- valent iron in the treatment zones. The test is scheduled to be complete on August 4, 1997.
Various treatment processes are currently being investigated in the laboratory to address other types of contaminants, such as heavy metals and mixed wastes (U.S. Department of Energy – LasagnaTM Soil Remediation 1996 25]):
6.3.4 Process Advantages
Effective in low permeability soils (hydraulic conductivity <10-5 cm/s)
Contaminants can be destroyed underground
Silent operation
Rapid installation, low profile
Relatively short treatment duration (RTDF LasagnaTM Partnership – Remediation Technology Development Forum, 1996 29])
6.3.5 Costs
Direct treatment costs of a 0.4 hectare (one-acre) site similar to that used in the Phase I test are estimated at $105-$120/m3 ($80-$90/yd3) for remediation in one year and at $65-$80/m3 ($50-$60/yd3) of soil if the remediation could occur over a period of three years. Comparable estimates for the Phase II mode of operation are $80-$90/m3 ($60-$70/yd3) for one year, and $50-$60 ($40-$50/yd3) for three years. Deeper contamination, although involving more technically challenging emplacement, costs less because of the larger area of influence per electrode (In Situ Solvent Remediation 30]).
6.3.6 Cost Savings Versus Alternative Technologies
DuPont has benchmarked a number of in situ technologies over the last three years. These include:
In situ treatment zones using iron filling for dehalogenation of chlorinated solvents
Pump and treat of contaminated groundwater
In situ aerobic biological dechlorination
Surfactant flushing
Costs for these technologies, some of which require more than 30 years to remediate a site, are between $35 and $100/m3 ($25-$75/yd3). LasagnaTM is within the range of these competing technologies with an implementation cost (over three years) of about $65m3 ($50/yd3), using the method proposed for Phase II.
Use of treatment zones for in situ destruction of contaminants gives LasagnaTM a competitive advantage over other electrokinetic methods that extract contaminants for aboveground treatment or disposal. Because treatment zones eliminate the need for aboveground waste handling, and are presumably cheaper to make and install than electrodes, their use imparts cost advantages.
Typical costs for full-scale installation to treat a zone measuring 0.4 hectares, 13.5 meters deep (one acre, 45 feet deep): (Cauwenberghe, Liesbet Van, 1997) 17]
Cost estimate includes excavation, transportation and land filling fees. Example assumed 30% of soil is disposed in a hazardous landfill and 70% in sanitary landfill.
Capital includes installation, materials, rectifiers and other fixed costs.
Operation is assumed to last one year. Costs include electricity and labor.
Sampling costs are assumed to be an average of $6.50 per cubic meter ($5 per cubic yard).
7.0 ADVANTAGES AND DISADVANTAGES
7.1 Technology Advantages
Electrokinetics may be utilized for site remediation under conditions, which normally limit in situ approaches, such as in the case of the following:
⦁ Can treat both organic and Inorganic contaminants. Recovery of ionic contaminants by conventional means is complicated due to soil being a powerful ion exchange medium. Ionic contaminants are adsorbed and absorbed in soil particles, and are often not available for removal by the simple flushing action of groundwater. A pH shift must be applied to desorbs and mobilize the contaminants. However, flushing with strong acids usually destroys the basic soil structure, and may thus be self-limiting. Electrokinetics may be applied to mobilize contaminants without such concern, because acids are not pumped directly into the soil. Electrolysis of water in the circulating electrolyte produces the H+ ions at the anodes and the OH- ions at the cathodes. These ions migrate through the soil, generating a localized pH shift, which desorbs contaminating ions (Geokinetics, Inc. “Electrokinetic Remediation of Soil and Groundwater”, 1997 31]).
⦁ Effective even in soils of low hydraulic conductivity. Fine- grained sediments or low permeability soils present the greatest obstacle to in situ remediation at many contaminated sites. In clay and tight soils, hydraulic flow through fine pores is extremely limited, making these soils non-responsive to traditional soil flushing. Accessibility of the contaminants and delivery of treatment reagents have posed problems, rendering traditional technologies, such as vapor extraction and pump- and-treat, rather ineffective when applied to the low permeability soils present at many sites. Electrokinetics is an effective method of inducing movement of water, ions and colloids through fine-grained sediments (Murdoch, et. al 1995) 4]
⦁ There currently are no other viable in situ methods of remediating heavy metals contamination from unsaturated soils. Excavating and processing, or disposal at a licensed landfill, will not always be feasible and will always be expensive (Electrokinetic Remediation of Heavy-Metal- Contaminated Unsaturated Soil 1995). If the total area of metals contamination is relatively small (1 acre or 0. Hectares) and highly concentrated, the application of a conventional technology like excavation or solidification might prove to be more economically feasible. But as excavation does not work well adjacent to buildings, small areas with high concentrations located in close proximity to structures may be more receptive to electrokinetics.
⦁ Allows treatment accessibility to soils not available for excavation.
When cost-effectiveness and technical feasibility of other remedial options prohibit their use, electrokinetic remediation may offer an alternative at sites contaminated with inorganic species.
7.2 TECHNOLOGY LIMITATIONS
Based on the results of laboratory tests and field applications, electrokinetics has been shown to be a promising method of covering ionic and water-soluble contaminants. However, the process has associated limitations, such as: (Murdoch, et. al 1995).4] The electrokinetic process is limited by the solubility of the contaminant and the desorption of contaminants from the soil matrix. Heavy metals in their metallic state have not been successfully dissolved and separated from soil samples.
The process is also not efficient when the target ion concentration is low and non-target ion concentration is high.
Acidic conditions and electrolytic decay can corrode some anode materials.
Conventional electrokinetic remediation requires contaminants to migrate from their initial location to an electrode. In some cases, the migration path could be long or there could be stagnant zones between wells where the rate of migration is particularly slow, both of which result in incomplete remediation of the contaminated zone. Moreover, sharply convergent electrical fields can result in heating and potential losses in the vicinities of electrodes. A pH-related deposition can cause contaminants to be removed from solution prior to arrival at the ground surface of point of removal.
Electrolysis reactions in the vicinity of the electrodes may cause changes in ambient pH that may change the solubility and speciation of the contaminants.
Heterogeneities or subsurface anomalies at sites, such as building foundations, rubble, large quantities of iron or iron oxides, large rocks or gravel, or submerged cover materials such as seashells, can reduce removal efficiencies. Immobilization of metal ions by undesirable chemical reaction with naturally occurring and co-disposed chemicals can also occur.
The presence of buried metallic conductors or insulators in the soil and reduction/oxidation and pH changes induced by the process electrode reactions can reduce the effectiveness of the process.
Precipitation of species close to the cathode has been an impediment to the process. Heavy metals can prematurely precipitate close to the cathode at their hydroxide solubility value if the chemistry of the electrolyte at the electrodes is not altered or controlled (unenhanced electrokinetic remediation). Currently, studies conducted by Electrokinetics Inc. and the U.S. Army Waterways Experiment Station are underway to overcome the problem of precipitation close to the cathode, and the feasibility of employing different techniques to enhance the process are being evaluated. An objective of the studies is to promote transport of the positively charged species into the catholyte where they could be removed by electrodeposition, membrane separation, or ion exchange.
8.0 ELECTRODE EFFECTS
8.1 Corrosion Effects
The use of reactive metal electrodes eventually results in the accelerated corrosion of the electrode metal. The use of steel or copper electrodes causes anodic reactions of the electrode material, which are preferred over that of Hydrolysis of water. Aside from breakdown of the reactive metal to its ionic products, the reaction at the anode causes the suspension of water hydrolysis from taking place thus preventing generation of H+ ions, which in turn prevent the propagation of an acidic front that would have traveled through the soil. The prevention of acid generation through the soil may not be disadvantageous at all, if the objective is not to dissociate stable metals that are adsorbed by the soil and when only organic pollutants are targeted for removal.
In some instances, the use of reactive metals is objectionable, as the metallic breakdown products could in themselves become a source of pollution such as copper and other reactive metals. Thus, selective use of electrode materials could affect the conduct of the electrokinetic process and the generation of other species.
The use of reactive metals as electrodes such as steel produces different reactions. At the anodes, the preferential electrochemical reaction is with the more negative standard potential (voltage). At the cathodes, the opposite is true and preference is towards the more positive standard potential (voltage) Doering & Doering (2001) 3] illustrated this with the following half reactions:
Thus, the reaction involving Iron (Fe) will prevail. The steel anode serves as a sacrificial anode and is oxidized since the (-) voltage predominates. Thus, the half reaction oxidative water electrolysis cannot take place.
In some specific instances, the use of reactive metal electrodes would be desirable in order to suppress generation of the Acidic front which could undesirably mobilize metallic compounds which otherwise could be safely “locked-in” and adsorbed by the soil.
The positive potential E°=+0.401V in equation (5) predominates causing the increase in pH with the generation of 2OH-. However, in the field, it was observed. Doering & Doering (2001) 3]
Those additional reactions take place:
Neutralization by CO2
Formation of hydrocomplexes and decomposition of hydro complexes due to changes in pH.
Natural buffer effects of the soil, which minimize the production of hydrogen.
The foregoing illustrates how by controlling the acid front, the mobilization or immobilization of heavy metals can be controlled through the use of reactive electrodes such as steel.
Also, in simple processes such as dewatering the soil, the EK process is primarily geared to inducing electroosmosis without the need for generating additional electrochemical reactions. In such cases, the use of inexpensive steel electrodes is indicated.
8.2 Use of Various Materials for Electrodes
More noble metals such as Titanium rods or titanium-plated rods have been used in order to prevent corrosion setup by preventing any anodic reactions of the base metal from taking place. Thus, only Hydrolysis reaction occurs allowing the generation of H+ ions and allowing the propagation of the acidic front as in the normal EK process. The same objective could be achieved using non- reactive electrodes such as Graphite or other Carbon electrodes.
In addition, non-reactive Titanium coated wire screens have been used in laboratory bench scale tests for research purposes. The use of Carbon Electrodes in its various forms have also been successfully employed in order to prevent electrode reactions from taking place as well as be a cost effective substitute to more expensive metal electrodes.
9.0 DIRECTIONS FOR FUTURE RESEARCH
Electrokinetics is fast emerging as a cost effective In-situ and Ex-situ Soil remediation technology for the removal of Organic and Inorganic contaminants. Numerous field scale tests have proven the commercial viability and technical effectiveness of the process when compared to other commercially available methods. The ability of EK to enhance the removal process by various mechanisms has been shown to demonstrate its effectiveness in ground remediation technology. In addition, these mechanisms and their effects can be tailored or altered in order to:
Speed up removal with the use of reagents, chemical surfactants etc.
Lock in non-critical contaminants in the soil by immobilization
Enhance removal of target contaminants while retarding some.
Work with other Ground Remediation processes for overall system effectiveness:
Enhance the effects of reactive barriers
Introduce or inject biosurfactants to enhance bioavailability for Bacterial attack of Organic contaminants
Assisted Increased generation of Acids for accelerated desorption of chemical species.
However, there is still a lot of ground to cover in this newly deployed technology, which are subject to further research and investigation. Among these are:
⦁ Electrode Material – Most field technologies use expensive non- reactive metals as electrodes such as Titanium or titanium coated metals. The consideration for the use of Carbon forms (Graphite, Activated Carbon or Carbon Fibers) needs to be further exploited, as these are relatively inexpensive and easier to produce. In addition, Carbon in its various forms is available and indigenous to almost all countries. Particularly in the third world, where Environmental controls in the past have been absent or sadly lacking, use of Locally available and cheap electrodes could render the technology available to the poorest of nations.
⦁ Study of various Electrode Geometries to enhance electroconductivity or allow increased surface area exposure. Use of hollowed out electrodes to allow pumping in and out of absorption media and chemicals to enhance the EK Process.
⦁ Electrical consumption- Electricity usage of the process although still reasonable can be further reduced to increase the cost effectiveness of the process. This can be addressed with the use of more electroconductive electrodes, enhancing the soil’s electroconductivity by addition of chemicals, etc.
⦁ Use in Hybrid technologies- recent advances have been made in this regard such as the use of EK with Reactive barriers, layered treatment systems such as the Lasagna process and use in conjunction with Biodegradation methods in the soils.
⦁ Research into other Reagents and chemical processes that can decompose the soluble organic contaminants or absorb contaminants for immobilization.
⦁ Introduce the use of chemical or active absorbents in the Electrode well such as actuated carbon to capture heavy metals or react with other chemical contaminants.
⦁ Coupling of external contaminant recovery systems into the EK hydraulic circuit to remove contaminants and cycle electrode well water to further enhance the EK Process.
10.0 SUMMARY
This paper has reviewed Electrokinetics from its historical evolution to what it is today as a viable technology for the In-situ and ex-situ remediation of contaminated materials. The review hopefully has provided for a better understanding of the Electrokinetic process including its applicability for various ground contamination situations.
While the Review does not claim to provide for a very thorough or complete and authoritative report on the “state of practice” or the “state of the Art”, it is hoped that this work can be used as a starting or “ jumping off” point by the readers to gain at least a basic or fundamental understanding of the Electrokinetic process and move onwards. Work in this topic is Dynamic and various sources in the Internet and from expected numerous to be published researches can add to the body of knowledge already presented herein to augment and update research in this field.
Significant advances and successful practical applications of the technology have spurred increased interest in this method for the in-situ removal or treatment of contaminated ground. Because of its versatility, Electrokinetics can be combined with other procedures and processes in order to remediate contaminated ground. In addition, Electrokinetics lends itself to enhancements by chemical means depending on the target pollutant.
Electrokinetics can also selectively target specific contaminants for removal, while immobilizing or locking other contaminants, which are best left in the ground where they cannot do significant damage nor be a source of significant groundwater contamination.
Numerous researches are currently ongoing in various parts of the world in order to further enhance the effectiveness and cost performance of Electrokinetics.
A better understanding of the process and its mechanisms are undoubtedly needed to foster more research and practical commercial applications of the Electrokinetic process. A clearer understanding no doubt can point the way to enhanced methods and optimization of the process leading to more widespread commercialization and practical cost effective solutions to serious ground pollution or contamination.
Particularly for third world countries where significant quantities of hazardous materials have been dumped into the ground and which threatens groundwater as well as the health of the populace, a cost effective deployment of Electrokinetics procedures for ground treatment using indigenous materials and technologies can help immensely in the removal of hazardous substances in the ground. It is hoped that the objectives of this paper have been met and a clearer understanding of the Electrokinetic process is realized through this paper.
LIST OF REFERENCES:
⦁ Lageman, R., Pool, W. and Seffinga, G. (1989) “Contaminated Soil, Electroreclamation: Theory and Practice. Chemistry and Industry 8 585-590
⦁ Pamukcu S. (1997) “Electro-Chemical Technologies for In-Situ Remediation of Contaminated Subsurface Soils”. EJGE pp. 1-44.
⦁ Doering, F. and Doering, N. (2001) “Electrochemical Remediation Technologies for Soil and Groundwater”. Proceedings EREM 2001 3rd Symposium and Status Report on Electrokinetic Remediation. Published by AGK University of Karlsruhe. Chapter 4, pp. 3-17.
⦁ Murdoch, et. al. (1994) “Electrochemical Remediation of Soil and Groundwater”. Electrokinetics, Inc.
⦁ Pamukcu, S. and Wittle, J.K. (1992), “Electrokinetic Removal of Selected Heavy Metals From Soil,” Environmental Progress, Vol. 11, No.3, pp. 241-250, American Institute of Chemical Engineers.
⦁ Wallmann, P.C., (1994). “Electrokinetic Remediation”. U.S. Department of Energy, DOE/EM-0138P, Office of Environmental Restoration and Waste Management, Office of Technology Development, Technology Catalogue, 5pp, available at ⦁ http://irridum.nttc.edu/env/tmp/008.html.
⦁ Cox, C.D., Shoesmith, M.A. and Ghosh, M.M. (1996). “Electrokinetic Remediation of Mercury Contaminated Soils Using Iodine/iodide Lixiviant,” Environmental Science and Technology, 1996, Vol. 30, No. 6, pp 1933-1983.
⦁ Electorowicz, M. & Ju, L. (2001) “Removal of PAH Using Electrokinetic Transport of Biosurfactants in Clayey Soil. Proceedings EREM 2001 3rd Symposium and Status Report on Electrokinetic Remediation. Published by AGK University of Karlsruhe. Chapter 15, pp. 3-12.
⦁ Francy, D.S., Thomas, J.M., Raynor, R.L. and Ward, C.H. (1991), “Emulsification of Hydrocarbon by Subsurface Bacteria”. Journal of Industrial Microbiology 8:237-246.
⦁ Acar, Y.B., Alshawabkeh, A., (1993), “Principles of Electrokinetic Remediation’” Environmental Science and Technology, vol. 27, No. 13, pp 2638.
⦁ Reed, B.E., Mitchelle, T.B. and Halfield, J.H. (1995), “Chemical Conditioning of Electrode Reservoirs during Electrokinetic Soil Flushing of Pb Contaminated Silt Loan”. J. Of Envir Eng 121 (11): 805-815.
⦁ Page, M.M. and Page, C.L. (2002), “Electroremediation of Contaminated Soils”. J. Of Envir Eng March 2002. Vol. 128, No. 3 pages 208-219.
⦁ Ricart, M.T. (2001) “Removal of Multiple Metallic Species from a Sludge by Electromigration”. Proceedings EREM 2001 3rd Symposium and Status Report on Electrokinetic Remediation. Published by AGK University of Karlsruhe. Chapter 9, pp. 4-10.
⦁ Shang, J.Q. (2000) “Electrokinetics in Geotechnical & Environmental Engineering Conference. Vol. 1, pp. 5-23.
⦁ Jones, CJFP et. al. (2002) “Soil Consolidation using Electrically Conductive Geosynthetics. Geosynthetics 7th ICG ISBN 90-5809 523 1, pp. 1039-1042.
⦁ Karunarathe, G.P. (2002) “”Electro-osmotic consolidation of soft clay based on Laboratory and Field Trials” Geosynthetics 7th ICG ISBN 90-5809 523 1, pp. 1043- 1046.
⦁ Cauwenberghe, Liesbet Van. (1997) “Electrokinetics – Technology Overview Report”. Ground-Water Remediation Technologies Analysis Center (GWRTAC).
⦁ Electrokinetics, Inc., “Bioremediation In Situ Groundwater”, available at http://bordeaux.uwaterloo.ca/bio1447/groundwater/bioremediation_in_situ_ground water.html. ⦁ “ElectroChemical GeoOxidation, ECGO”, ManTech International Corporation, 3pp., available at ⦁ http://mantech.com/environ/ecgo.htm.
⦁ “Electrochemical Oxidative Remediation of Groundwater”, 1997. SRI International, May 17, 1997, available at http://www-mpl.sri.com/projects/pyu7459.html.
⦁ “Fuel Oils, DNAPL’s & Solvents – EH/DPE”. Geokinetics, available at ⦁ http://www.geokinetics.com/giievac.htm. ⦁ “Heavy Metals, Arsenic, Cyanide, etc. – Electrokinetic Remediation” Geokinetics, 4pp, available at http: www.geokinetics.com/giiek.htm.
⦁ “Electrokinetics, Inc., (1994) “Electro-Klean Electrokinetic Soil Processing,” SITE Technology Profile-Demonstration Program, available at ⦁ http:www.gnet.org/gnet/tech/techdb/site/demongng/electkin.htm.
⦁ U.S. Environmental Protection Agency, 1996, “LasagnaTM Public-Private Partnership,” EPA542-F-96-010A, U.S. EPA Office of Research and Development, Office of Solid Waste and Emergency Response, September 1996, 4pp.
⦁ “U.S. Department of Energy (1996) “LasagnaTM Soil Remediation,” Innovative Technology Summary Report, U.S. DOE Office of Environmental Management, Office of Science and Technology, April 1996, summary available at ⦁ http://www.gnet.org/gn…ch/reports/lsr.htm#SUM.
⦁ “Complementary Technologies – Electrochemical Ion eXchange,” Geokinetics, 3pp., available at ⦁ http://www.geokinetics.com/giieix.htm. ⦁ Department of Energy, 1995, “Electrokinetic Removal of Heavy Metals from Soils”. October 20, 1995, 3pp, available at ⦁ http://www.em.doe.gov/rainplum/plum324.html.
⦁ ISOTRON Products and Services (1996) available at ⦁ http://www.isotron.com/products.htm.
⦁ “About the RTDF LasagnaTM Partnership,” Remediation Technology Development Forum, 1996, available at ⦁ http://www.rtdf.org/htmlpublic/lasagna/about.html.
⦁ “In Situ Solvent Remediation,” GE Research and Development, 4pp., available at http://www.crd.ge.com/el/aes/lasagne.htm
⦁ “Electrokinetic Remediation of Soil and Groundwater” (1997). SRI International, available at ⦁ http://www-mpl.sri.com/h[spinoffs]gii.html.
Ottosen, L.M. (1995) “Electrochemical Soil Remediation – Accelerated Soil Weathering?” Proceedings EREM 2001 3rd Symposium and Status Report on Electrokinetic Remediation. Published by AGK University of Karlsruhe. Chapter 5, pp. 3-13.
Kristensen, I.V. (2001) “Electrochemical Removal of Cu, Cr and As from CCA- treated Waste Wood”. Proceedings EREM 2001 3rd Symposium and Status Report on Electrokinetic Remediation. Published by AGK University of Karlsruhe. Chapter 7, pp. 3-10.
Boni, M.R. & D’Aprile, L. (2001) “Remediation of Soils Contaminated with Heavy Metals”. Proceedings EREM 2001 3rd Symposium and Status Report on Electrokinetic Remediation. Published by AGK University of Karlsruhe. Chapter 10, pp. 3-8.
Suèr, P., Jönsson, S. & Allard, B. (2001) “Natural Organic Matter to Enhance Electrokinetic Transport of PAH”. Chapter 16, pp. 3-12.
Haus, R. Zorn, R., Czurda, K & Ruthe, H. (2001) “Electrokinetic Transport Behavior of Phenol in Upper Permian Soils”. Proceedings EREM 2001 3rd Symposium and Status Report on Electrokinetic Remediation. Published by AGK University of Karlsruhe. Chapter 24, pp. 3-13.
Krauss, H. Zorn, R., Haus, R. & Czurda, K. (2001) “Electroosmotic Transport in Fine Grained Sediments with Respect to Pore Throats. ´ Proceedings EREM 2001 3rd Symposium and Status Report on Electrokinetic Remediation. Published by AGK University of Karlsruhe. Chapter 31, pp. 3-12.
Chan, M. S. M., Lynch, R. J. & Ilett, D. J. (2001) “Use of Cation Selective Membrane and Acid Addition for ph Control in Two-Dimensional Electrokinetic remediation of Copper”. Proceedings EREM 2001 3rd Symposium and Status Report on Electrokinetic Remediation. Published by AGK University of Karlsruhe.
Schmid, M. & Marb, C. (2001) “Control of Electrode Processes in Electrokinetic Soil Remediation”. Proceedings EREM 2001 3rd Symposium and Status Report on Electrokinetic Remediation. Published by AGK University of Karlsruhe.
Gregolec, G., Zorn, R., Kurzbach, A., Roehl, K. E. & Czurda, K. (2001) “Coupling of Hydraulic and Electric Gradients in Sandy Soils”. Proceedings EREM 2001 3rd Symposium and Status Report on Electrokinetic Remediation. Published by AGK University of Karlsruhe.
Murdoch (1995) “Electrochemical Remediation of Heavy Metal Contaminated Unsaturated Soil”.
Murdoch, L., J. Chen, P. Cluxton, M. Kemper, J. Anno, D. Smith. “Hydraulic Fractures as Subsurface Electrodes: Early Work on the Lasagna Process,” Center for Geoenvironmental Science and Technology, Department of Civil and Environmental Engineering, 7pp, available at http://1286.70.23/html_docs/rrel/ murdoch.html.
Kim, S., Kim, K.W. Stuben, D. (2002) “Evaluation of Electrokinetic Removal of Heavy Metals for Tailing Soils”. August 2002. J. Of Envir Eng., Vol. 128 No. 8, pp. 705-715.
Mohammeldasan, E., Shang, J.Q. (2001) “Analysis of Electrokinetic Sedimentation of Dredged Well and River Sediment”. J. Of Haz Materials 85 (2001) pp. 91-109
Micic, S., Shang, J.Q. (2002) “Electrokinetic Enhancement of Skirted Foundations embedded in Soft Marine Sediment”.
Fourie, A.B. et. al. (2002) “Stabilization of Mine Tailings Deposits using Electrokinetic Geotextiles”. Geosynthetics, pp. 1031-1034. “Electrokinetic Remediation,” GNET, 10pp., available at http://www.gnet.org/forsite/?SubSystemID=1&ComponentID=1727.
Department of Energy (1995) “Field Demonstration of Electrokinetic Migration Technology at Old TNX Basin,” October 20, 1995, 3pp, available at http://www.em.doe.gov/rainplum/plum324..html.